※ 주의사항 ※
본 블로그는 수업 내용을 바탕으로 제가 이해한 부분을 정리한 블로그입니다.
본 내용을 참고로만 보시고, 틀린 부분이 있다면 지적 부탁드립니다!
감사합니다😁
안녕하세요!!
오늘은 아래와 같은 내용을 확인해보겠습니다.
MPS 장비 PLC 제어 (이송공정)
1. MPS 장비 PLC 제어 : 이송공정
- 용량성센서와 유도성센서로 워크피스의 유무를 식별하고 금속여부를 확인한 후 사용자가 원하는 워크피스(금속 또는 비금속)를 배출실린더를 통해 따로 골라내는 공정
1-1. I/O 리스트
| Device | Comment | Device | Comment | Device | Comment | Device | Comment |
| X6 | 배출실린더 후진완료 |
Y25 | 배출실린더 전진 |
M30 | 용량형센서 감지 |
T21 | 컨베이어 타이머 |
| X7 | 배출실린더 전진완료 |
Y26 | 배출실린더 후진 |
M31 | 유도형센서 감지 |
T22 | 소재공급 타이머 |
| X11 | 용량형센서 | Y2E | 컨베이어모터 ON/OFF |
M32 | 워크피스 미공급 |
D1000 | 시스템 메세지 |
| X12 | 유도형센서 | Y10 | 워크피스공급 램프 |
M33 | 배출실린더 활성화 |
D1002 | 배출개수 현재값 |
| X14 | 컨베이어 엔코더 센서 |
M310 | 금속/비금속 Select SW |
D1004 | 배출개수 설정값 |
||
| X0F | 소재공급 센서 (원형) |
- 각 스텝에 대한 비트메모리 어드레스(M21 ~ M24)는 별도로 서술하지 않았습니다.
1-2. 모션 스텝 다이어그램
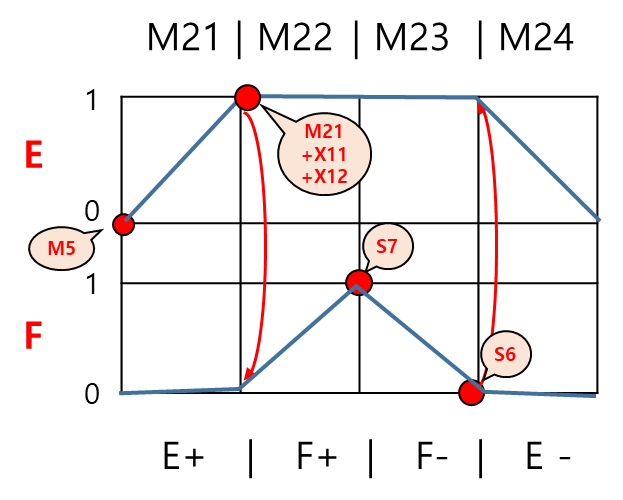
- 래더프로그램의 대략적인 동작은 분배 실린더 전진(M5) → 컨베이어 벨트 모터 동작 ON → (유도성 및 용량성 센서 ON시) 배출 실린더 전진 → 배출 실린더 후진 → 컨베이어 벨트 모터 동작 OFF
- 단, 배출 실린더의 전후진(F+ / F-)은 조건부 동작이기 때문에 기존의 스텝퍼 공식과 다소 상이해진다.
- 컨베이어 벨트에는 동작과 관련된 센서가 없기 때문에 F+의 동작을 위한 입력 요소를 용량성 또는 유도성 센서의 조합으로 만들어서 입력요소로 사용한다.
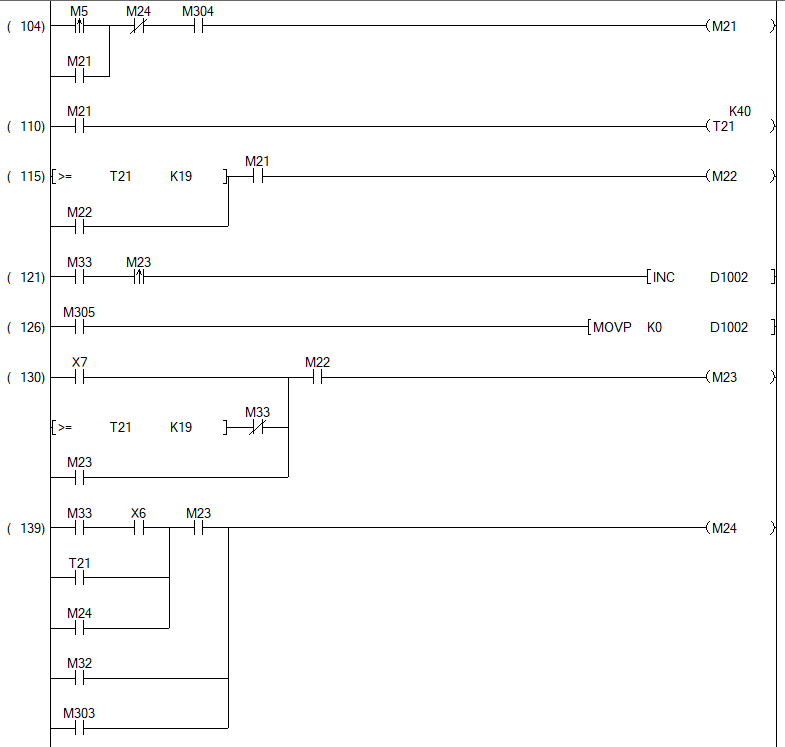
1-3. 래더 프로그램
(1) 워크피스 유무 및 센서검출부

(2) 제어부(E+ / F+ / F- / E-)
(3) 출력부
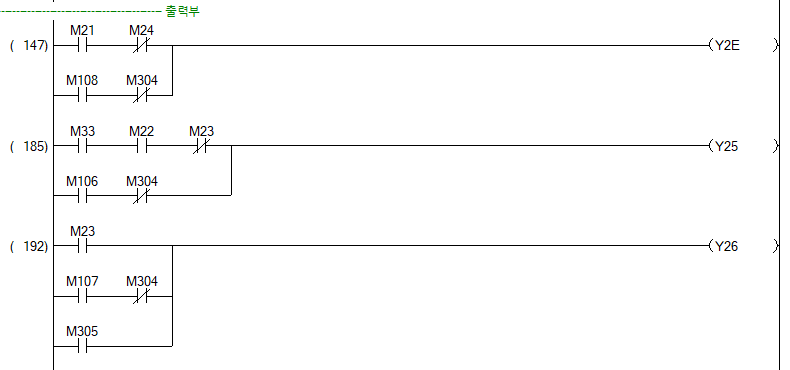
- 래더프로그램의 구체적인 설명은 해당글의 뒤쪽에서 서술하였습니다!!
1-4. HMI 디자인
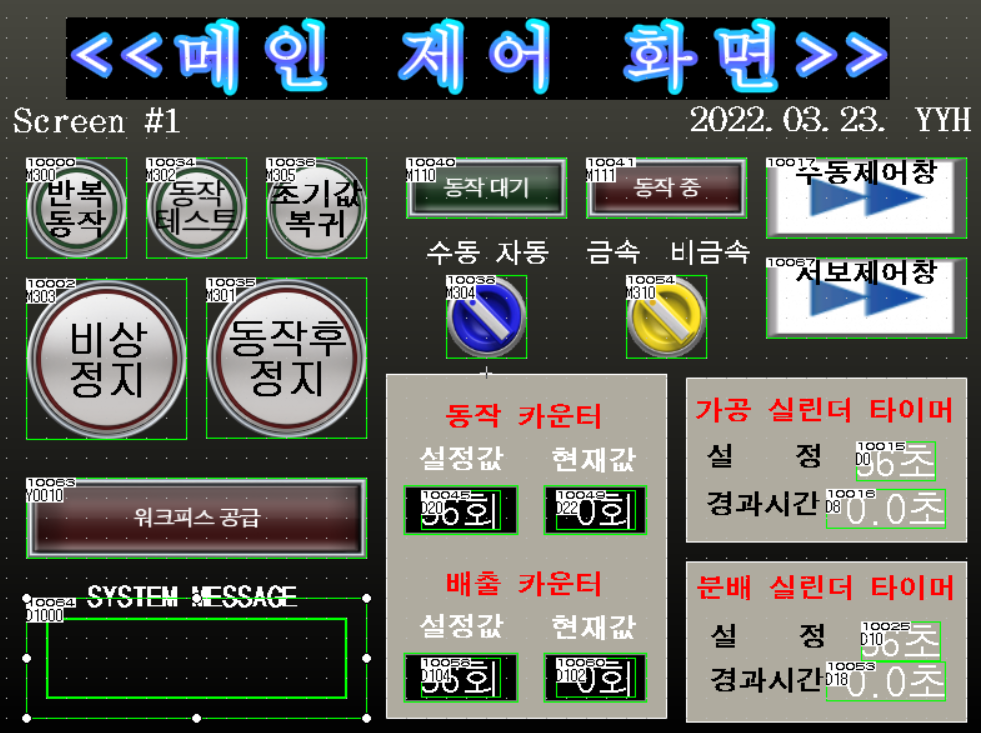

- Screen #3는 서보제어창으로 이송공정에서는 사용되지 않아서 포함하지 않았습니다.
- 다음 블로그 글에서 서술 예정..😁
2. MPS 장비 PLC 제어 : 이송공정 (세부내용)
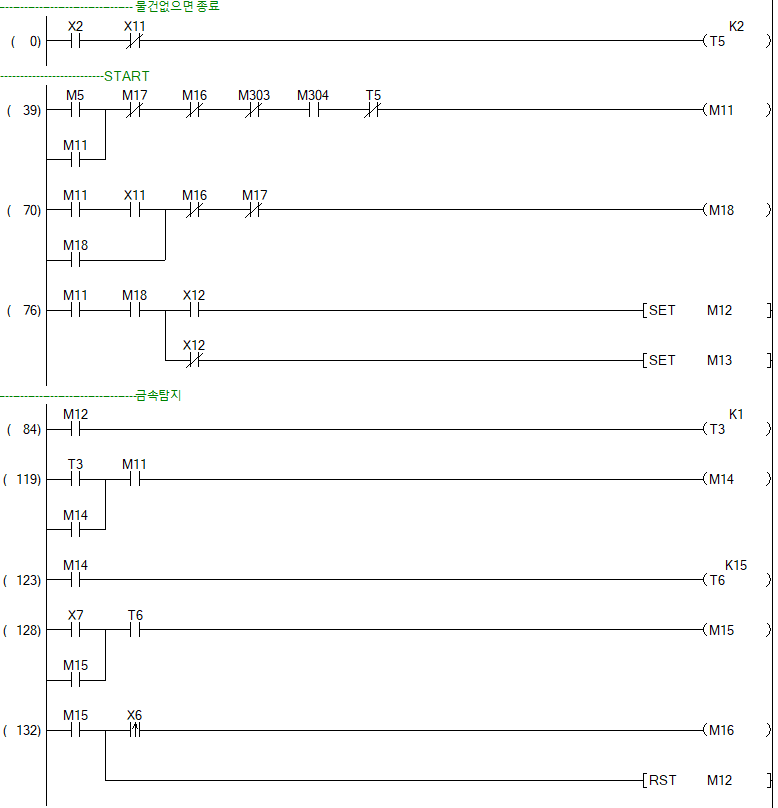
2-1. 기본 이송공정 스텝
(1) 컨베이어 벨트 동작 ON(M21)

- 분배 실린더가 전진 동작을 하면 컨베이어 벨트가 4초동안 동작
(4초는 워크피스가 컨베이어벨트 처음부터 끝까지 이동하는데 소모되는 시간)
(2) 배출실린더 전진(M22)

- 컨베이어 벨트가 동작하게된지 1.9초가 지난 후에 M22가 동작하게 된다

- 하지만 1.9초가 지난다고 무조건 실린더가 전진하는것이 아닌 사용자가 배출할려고 선택한 워크피스가 공급(M33)되면 실린더가 전진하게 된다
-M33에 대한 내용은 아래의 "2-2. 사용자가 금속 }또는 비금속을 선택해서 추출하기"를 참고!!
(3) 배출실린더 후진(M23)

- 배출실린더 전진센서가 ON되거나 컨베이어 벨트가 동작한지 1.9초가 지나도 사용자가 배출할려고 선택한 워크피스가 공급되지 않으면 후진하게 된다.
- 사용자가 배출하고자 선택한 워크피스가 공급되지 않아도 M23을 수행하는 이유는 이유가 어쨌든 컨베이어 벨트 타이머가 만료되면 벨트를 정지시켜야 하기 때문에 M24의 전스텝인 M23을 자기유지 시킨다.
(4) 컨베이어 벨트 동작 OFF(M24)
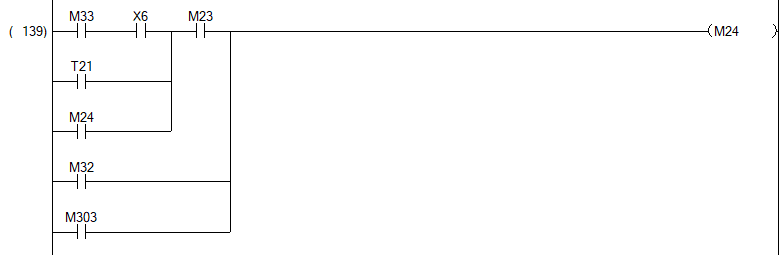
- 컨베이어 벨트 타이머(4초)가 만료되거나
- 컨베이어 벨트 위에 워크피스가 공급되지 않았거나(M32)
- 사용자가 배출하고자 선택한 워크피스가 공급되고 배출 실린더 전진 센서가 ON 되면 컨베이어 벨트를 OFF 시킨다.
2-2. 사용자가 금속 또는 비금속을 선택해서 추출하기
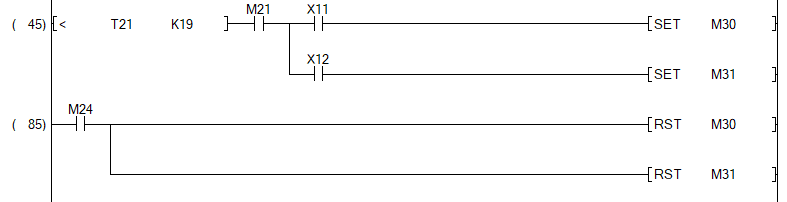
- 용량형 센서(X11)와 유도형센서(X12)가 각각 워크피스와 금속워크피스를 검출할때 M30과 M31을 자기유지 시킨다.
- 배출 실린더가 약 컨베이어벨트 동작 후 1.9초뒤에 위치하기 때문에 1.9초 전에 해당 센서를 감지한다.

- 사용자가 HMI를 통해 배출할 워크피스를 선택하고(M310) 각각 해당 워크피스를 센서가 반응을 하게 되면 M33을 ON 시킨다. ([< D1002 D1004]는 아래의 "2-3. 추출할 워크피스 갯수 선택" 내용 참고)

- 배출 실린더 전진을 수행하게 된다.
2-3. 추출할 워크피스 갯수 선택해서 추출하기

- 사용자가 추출할 워크피스를 골라내는 부분에서 비교연산을 사용해서 사용자가 추출할 갯수(D1004)보다 공급한 갯수(D1002)가 적으면 배출 실린더를 전진 시키게 한다.

- M33이 온되고 배출 실린더가 후진하면 공급한 갯수를 1개 증가 시킨다.(D1002)
- '초기값 복귀' 버튼(M305)를 누르면 공급할 갯수를 초기화 한다
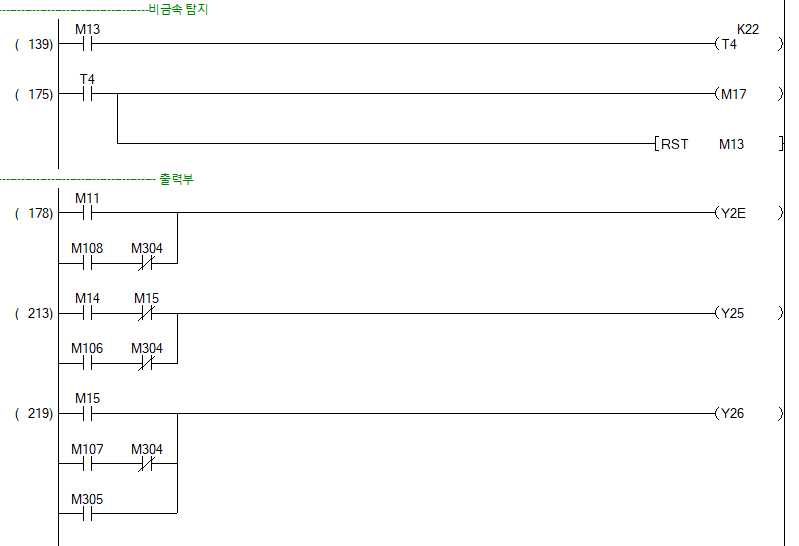
2-4. 워크피스 저장소에 워크피스 적재 유무 파악하기
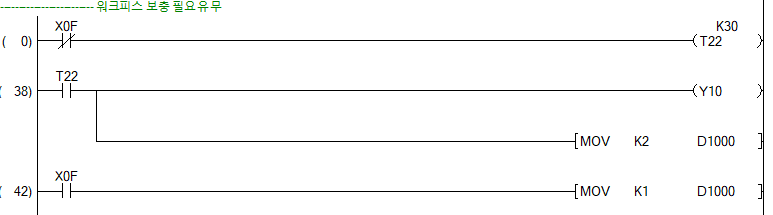
- 워크피스 저장소에 워크피스가 없으면 타이머(T22)가 동작하고, 해당 타이머의 만료시간이 되면 워크피스를 보충하라는 메세지(D1000)와 램프(Y10)를 점멸 시킨다.
- 해당 메세지는 Word Comment Display를 통해 HMI 창에 표시한다.
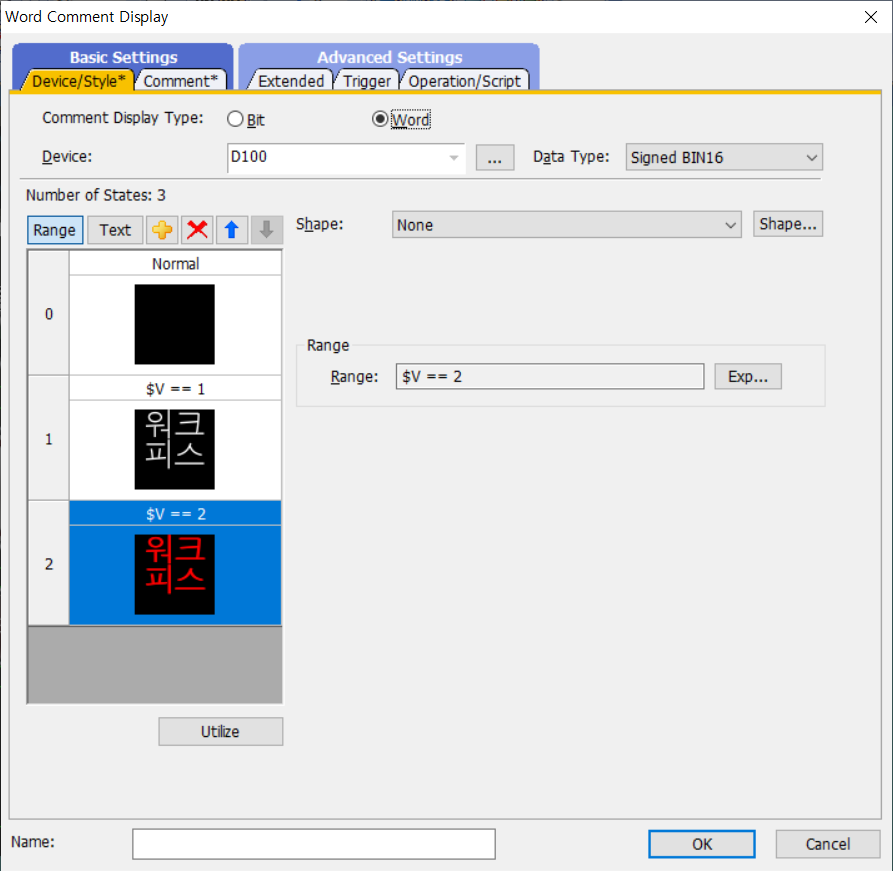
- Word Comment Display는 Device(D1000)에 저장된 값에 따라 표시할 수 있는 디스플레이가 달라진다.
3. 시행 착오 래더 프로그램 모음 (이송공정)
3-1. 센서 1개(유도형 센서) 사용
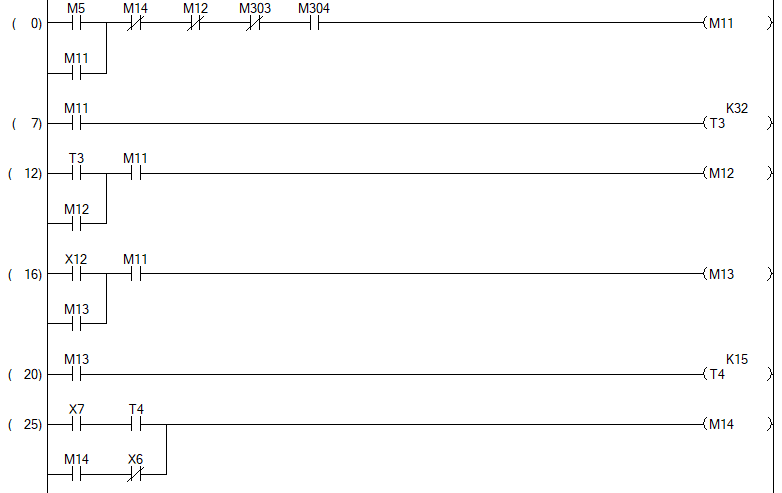
- 유도형 센서(X12)만 사용해서 금속물체면 배출 실린더를 통해 금속 워크피스만 배출하고 플라스틱 워크피스는 컨베이어 벨트 끝까지 이송되는 동작
- MPS 장비가 요구하는 동작인 2가지 센서를 모두 사용해서 분별하여 배출하는게 아니기때문에 미사용!
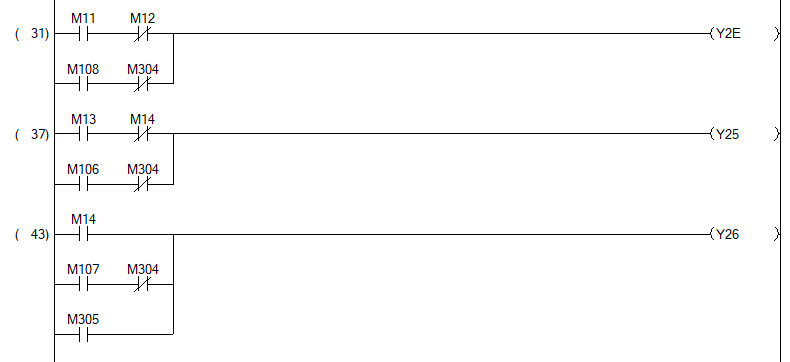
3-2. 유튜브 강의 참고 래더 프로그램
- 수업시간에 배운 내용이 아닌 유튜브 강의만을 참고해서 만든 래더 프로그램
- 2개의 센서를 모두 사용해서 금속이 감지되면 배출하고, 플라스틱이 감지되면 끝까지 이송하고, 2개의 센서 모두 감지되지 않으면 컨베이어 벨트가 멈추는 동작
- 응용Option인 사용자의 선택(HMI SWITCH)에 따라 금속 워크피스를 배출할지 비금속 워크피스를 배출할지 달라지는 프로그램을 만들기 위해서는 적절하지 않은 래더 프로그램이라 생각되어 미사용!!




댓글