※ 주의사항 ※
본 블로그는 수업 내용을 바탕으로 제가 이해한 부분을 정리한 블로그입니다.
본 내용을 참고로만 보시고, 틀린 부분이 있다면 지적 부탁드립니다!
감사합니다😁
안녕하세요!!
오늘은 아래와 같은 내용을 확인해보겠습니다.
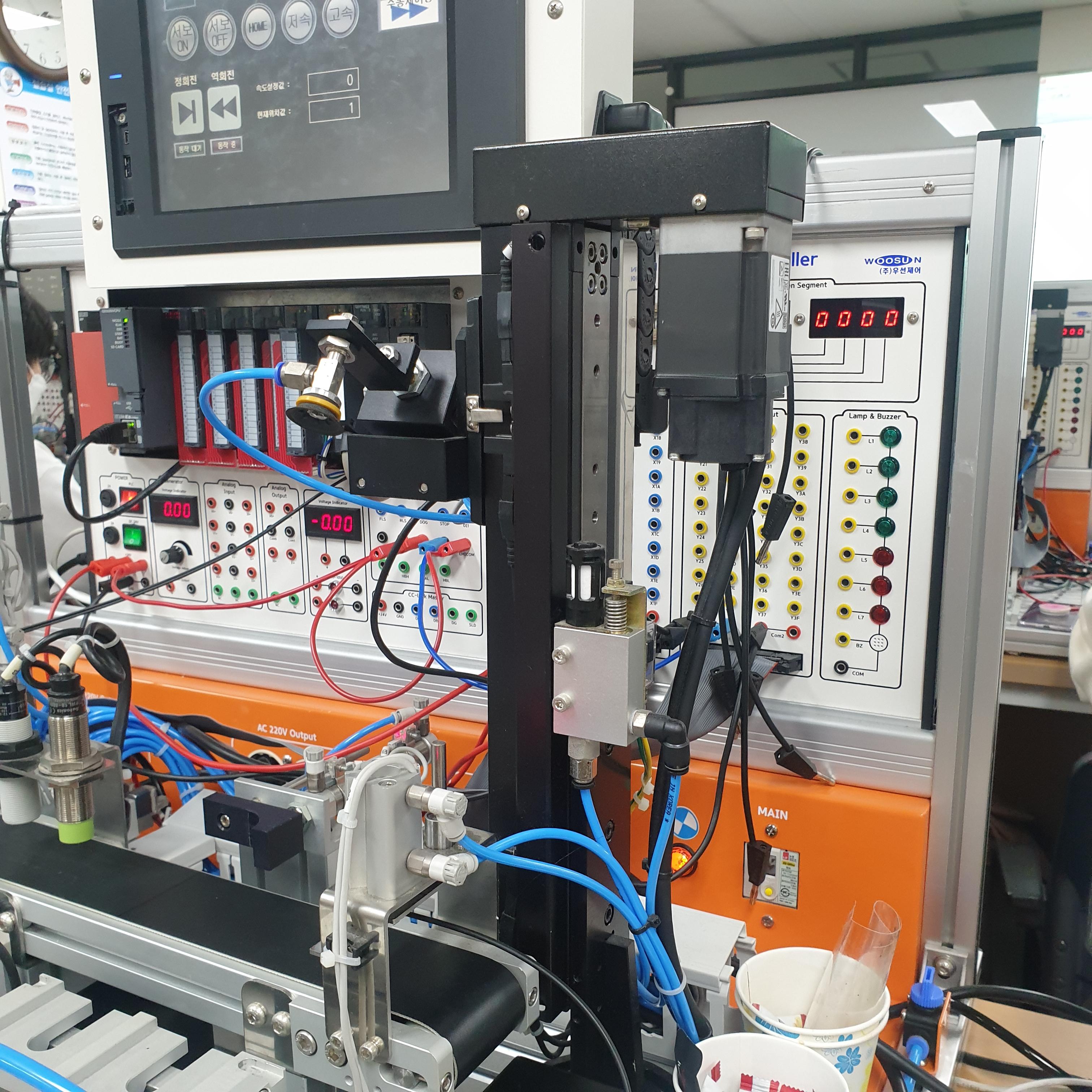
MPS 장비 PLC 제어 (서보모터)
QD77MS2
심플모션유닛 위치결정모듈
✔ 서보 모터(Servo) : 공장자동화 분야, 산업용 로봇등과 같이 정밀한 위치제어를 하기 위해서 사용하는 모터
✔ 서보(Servo) : 서보기구의 구성요소인 서보모터, 서보앰프 및 모터에 직결된 검출기(엔코더)를 포함한 서보기구 전체
1. MPS 장비 PLC 제어 : 위치결정모듈 하드웨어 셋업(QD77MS2)
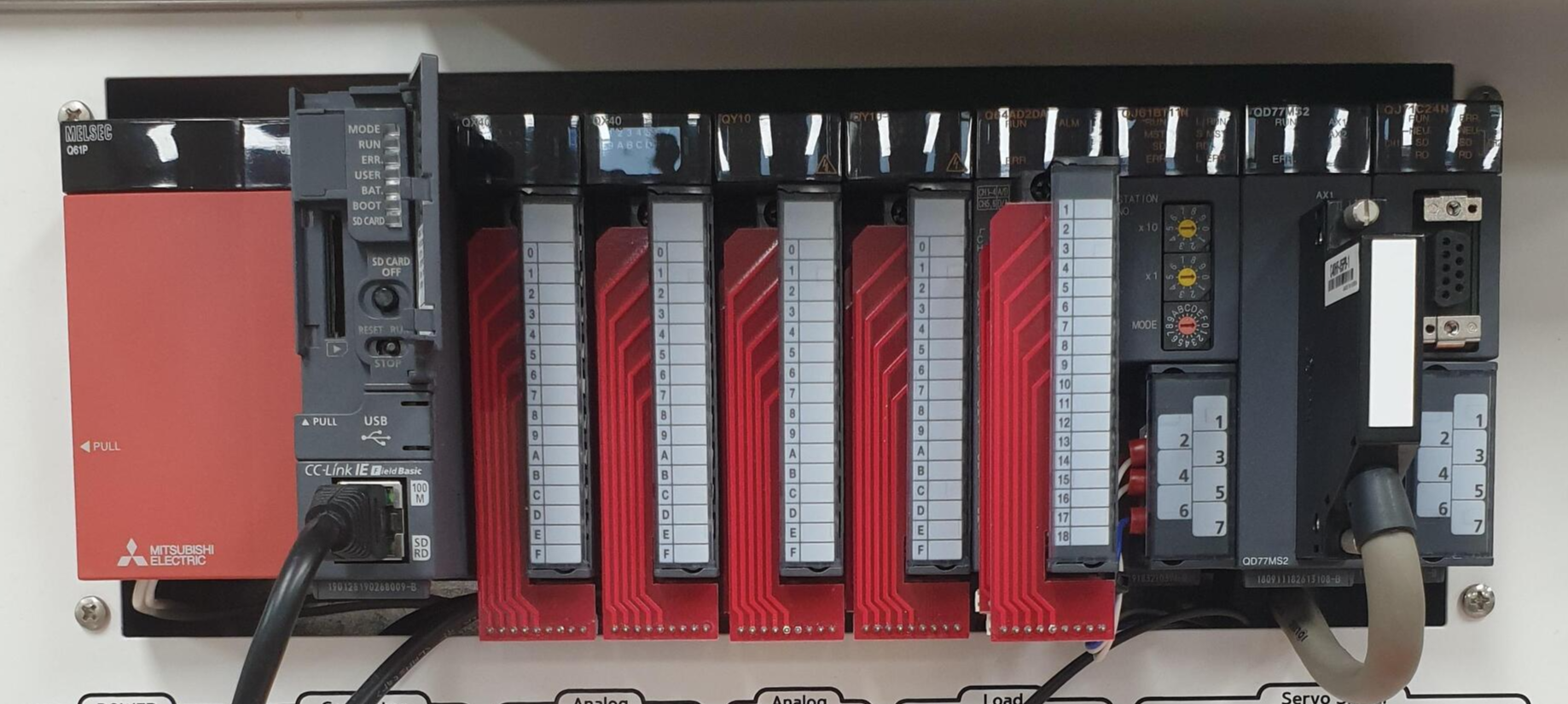
1-1. Module 등록
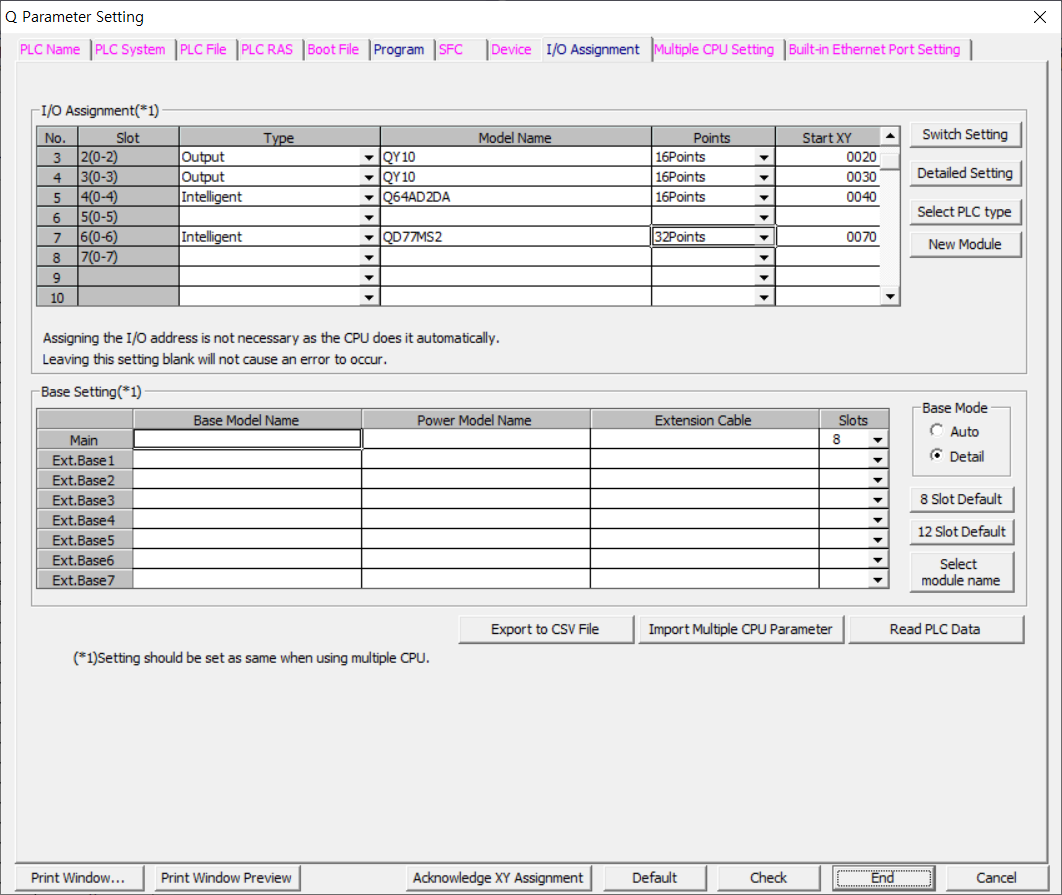
- PLC Parameter → I/O assignment
- QD77MS2가 꽂혀있는 Slot에 'Intelligent' Type의 'QD77MS2' Model Name을 등록하고 32Point 입력
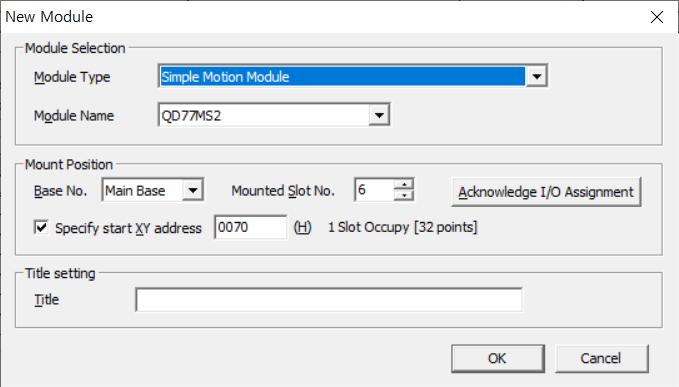
- 우측의 'New Module'을 클릭해서 'Simple Motion Module' Type의 'QD77MS2'를 찾고 'OK'

- 정상적으로 PLC Module을 등록했으면 메인화면의 좌측 네비게이션 창에 'Intelligent Function Module'을 누르면 '0070:QD77MS2'가 추가가 된것을 알 수 있다.
1-2. Servo Motor Parameter Setup
(1) 좌측 네비게이션 창에서 'Simple Motion Module Setting Tool' 클릭 후 New Module 생성
(2) 'System Setting' → 'System Configurations' → 1축 더블클릭 → 'Servo Parameter Setting' 클릭

- QD77MS2는 최대 2축 제어를 하기 때문에 QD77MS2에 2개의 Servo Motor가 연결되어있음을 알 수 있다.
- 본 실습에서는 1축만 사용할거기 때문에 왼쪽(Axis #1) 모터를 더블클릭해서 파라미터 설정 진행

(3) 'System Setting' → 'Rotation direction' / 'Servo forced stop selection' 선택

- 회전 방향 : 반시계방향(CCW)
- 서보 강제 중지 선택 : 미사용(Disabled)
(4) 'Parameter' → 'Compute Basic Parameters 1' → Machine Configuration 및 Ball Setting 등 설정 변경
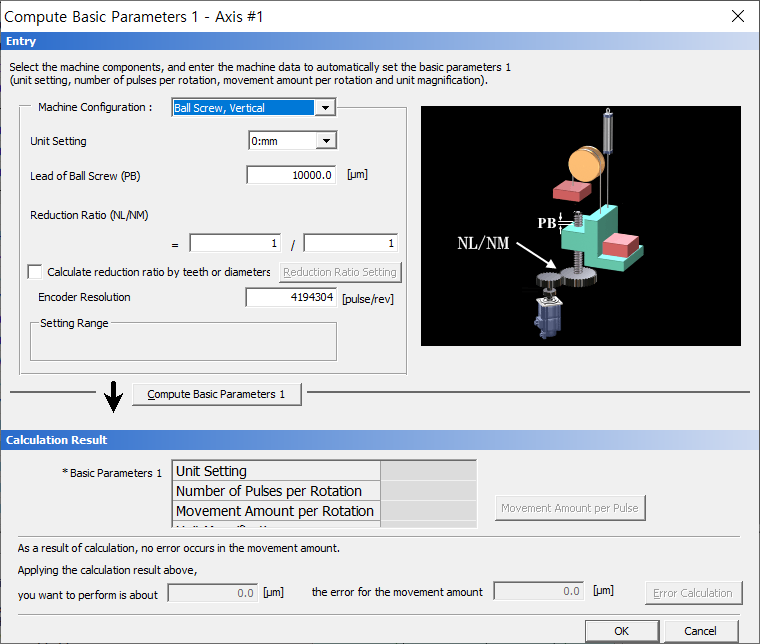
- 실제 모터가 어떠한 방식으로 사용되는지에 따라 Machine Configuration 설정 변경
(본 실습은 Ball Screw 형태의 수직형)
- Lead of Ball Screw : 나사 간격 길이 설정 (10,000 입력)
- 설정 변경 후 Compute Basic Parameters 1 클릭 하여 설정 완료
(5) 'Parameter' : 서보모터의 기본속도, 원점복귀(HPR)방식, 가감속시간 등 설정


※ 파라미터값이 수십가지가 존재하지만 본 실습에서만 사용하기위해 최소한의 값만을 변경하였습니다. 각 파라미터값이 나타내는 의미는 본 매뉴얼을 참고하기시 바랍니다.
- Pr. 31_JOG speed limit value : 서보모터의 JOG 운전시 속도 최대값
→ 실제로 수행하는 모터값이 본 파라미터 설정 값보다 클 경우 에러 발생
- Pr.40_positioning complete signal output time : 위치결정 기동 완료 신호의 출력 시간
- Pr.44_HPR direction : 원점복귀 방향
→ 원점으로 오는 방향을 정회전인지 역회전인지 설정(본 장비의 세팅을 보고 회전 방향 파악 후 결정)
- Pr.46_HPR speed : 원점복귀를 위해 원점으로 향해 움직이는 속도
- Pr.47_Creep speed : 원점 근처에서 정밀하게 원점으로 향해 움직이는 속도
- Pr.48_HPR retry : 원점복귀 재시도 실행 관련
(6) Data Write

- 실습에 필요한 최소한의 파라미터만 변경하여주고 데이터를 PLC에 Write 한다.
1-3. Test
(1) 'Test of simple Motion Module' 클릭 후 아래와 같은 창에서 Test 수행
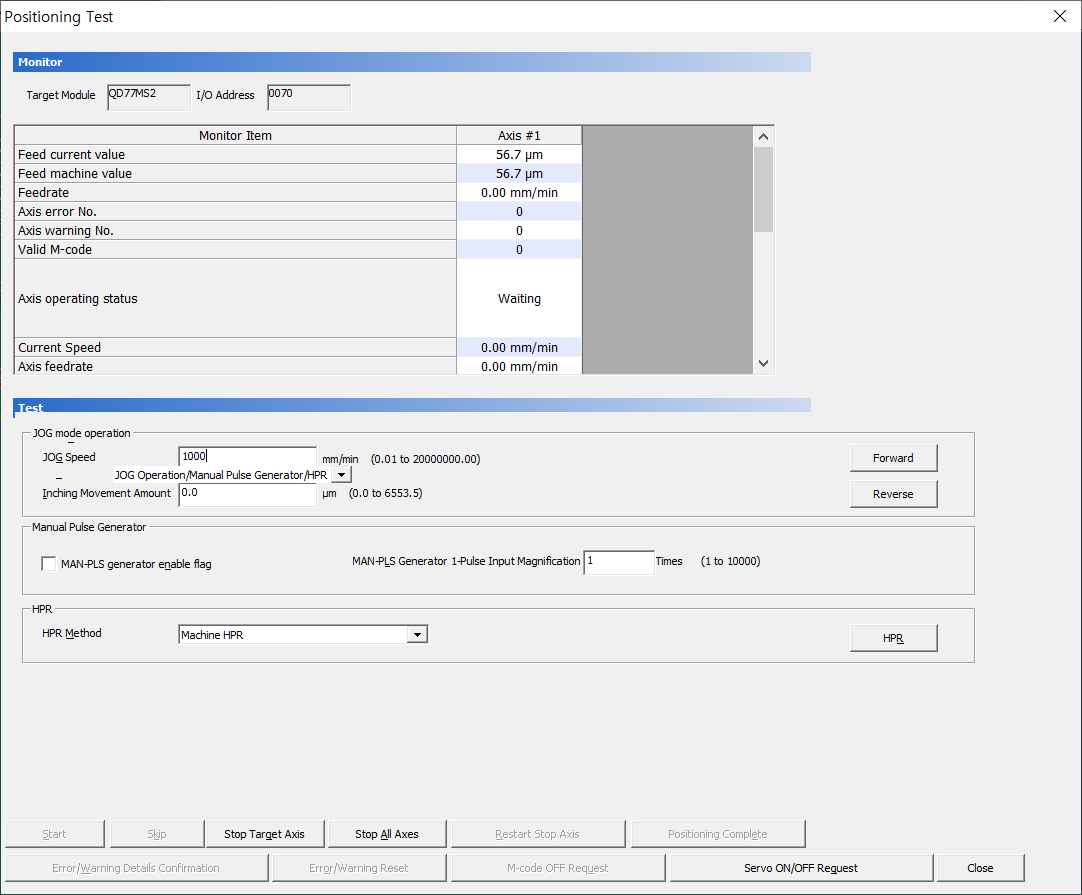

- Test 과정은 테스트 수행시 서보모터를 움직이는 속도를 지정한 뒤 Foward / Reverse 를 클릭하여 서보 모터가 제대로 움직이는지를 확인하는 아주 간단한 과정이다.
1-4. PLC CPU와 입출력 신호
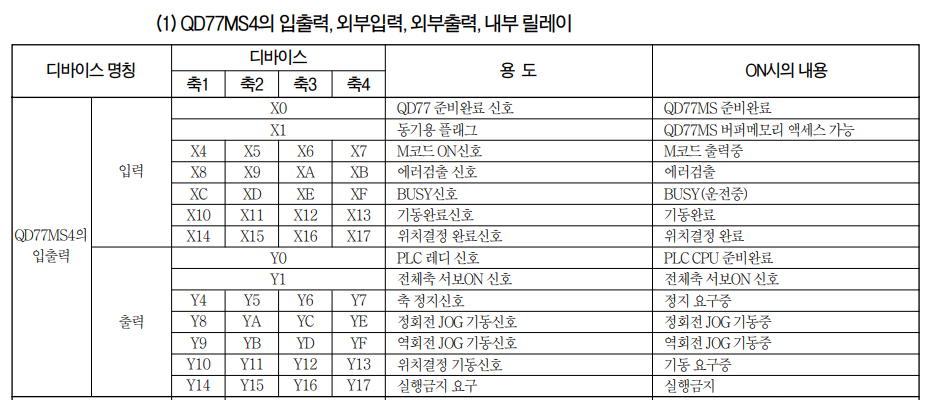
※ 본실습에서 사용하는 위치결정모듈 QD77MS2는 2축짜리 카드로 위의 표에서는 축1과 축2만 해당된다. 또한, 실습장비의 카드는 7번 슬롯에 위치해있어서 디바이스 값을 +70을 해주어야 한다(EX. X0 → X70 / Y14 → Y84)
| 자주 사용하는 입력 신호 상세 설명 | 자주 사용하는 출력 신호 상세 설명 |
| (1) X00 : QD77MS2 준비 완료 - 이 신호가 ON되면 QD77MS2 준비 완료, OFF면 준비 미완료 상태 의미 - Y00(PLC Ready 신호)가 ON시에 파라미터 설정을 검사하고 이상 없을시 X00 신호 ON (2) X01 : 동기용 플래그 - 버퍼 메모리의 내용을 읽을 수 있는 상태를 나타냄 (3) X04 : M코드 ON - 위치제어에 해당하는 M코드 발생유무를 확인하는 신호 (4) X08 : 에러검출 - 에러가 발생했을 때 ON (5) X0C : BUSY 신호 - 위치결정 동작, 원점 복귀 동작 및 JOG 동작시에 ON되는 신호 - 위치결정 동작 중인 상태에서는 항상 ON 되는 신호로서 위치결정 동작이 완료되면 OFF 된다. - PLC 프로그램에서는 이 신호를 위치결정 완료를 확인하는 신호로 사용 (6) X10 : 기동완료 -Y10(위치결정 기동신호) ON에 의해 위치결정 동작을 하는동안 ON (7) X14 : 위치결정완료 - 위치결정제어가 완료된 순간부터 파라미터 값중에 하나인 "위치결정완료 출력시간"에서 설정한 시간만큼 ON |
(1) Y00 : PLC Ready - PLC CPU가 정상동작 중에 있음을 QD77MS2에게 알리는 신호로써 해당 모듈을 사용하기 위해서는 이 신호를 항상 ON 상태로 두어야 한다. (2) Y01 : 축 서보 ON - ON이 되어야 서보 구동이 가능 (3) Y04 : 축 정지 - 위치결정 동작을 중지하고자 할 때 사용 (4) Y08~Y09 : JOG 기동 신호(인칭 운전 신호) - ON 되면 파라미터에서 설정한 속도로 서보모터가 회전한다. (5) Y10 : 위치결정 기동 신호 - 원점복귀, 고속원점 복귀, 위치결정 제어 동작을 지시하는 신호 - 위치결정 제어 동작중일 때 이 신호는 반드시 ON되어 있어야 한다. (6) Y14 : 실행금지 플래그 - 위치결정기동 신호 ON시에 실행금지 플래그 ON의 경우 실행금지 플래그가 OFF 될 때까지 위치결정 기동을 하지 않는다. |
2. MPS 장비 PLC 제어 : Servo Motor 기본제어

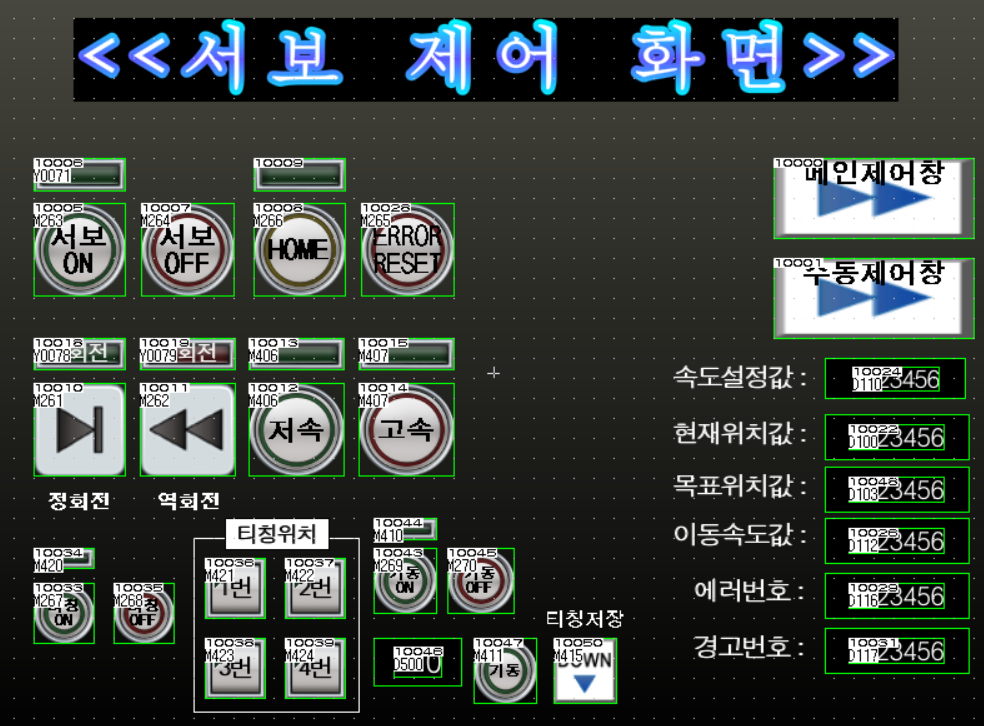
2-1. Servo ON / OFF

- 상시ON접점(SM400)을 사용해서 PLC가 Ready 상태임을 알림(Y70)
- ROM 저장시에는 본 신호가 차단되어야 하기 때문에 ROM 저장 버튼을 B접점으로 추가
- Y70과 X70(준비완료 입력 신호)이 ON되고 사용자가 '서보 ON' 버튼을 누르면 전체 축의 서보가 ON 된다(Y71)
2-2. 원점복귀
- 서보가 ON 되어 있는 상태에서 사용자가 'HOME' 버튼을 누르면 서보 모터가 원점으로 복귀한다.

- U7은 7번 Unit을 뜻한다.(본 실습장비의 QD77MS2가 7번 슬롯에 꽂혀있기 때문에)
- 즉 U7\G1500은 7번 슬롯의 인텔리전트 모듈의 1500번 저장 버퍼메모리의 어드레스값을 뜻한다.
- MOV K9001 U7\G1500은 7번 슬롯의 QD77MS2 모듈의 1500번 저장 버퍼메모리의 어드레스에 9001의 값을 저장한다는 내용이다.
※ 앞으로 위와 같은 형태는 자주 사용되며 모든 저장 버퍼메모리의 어드레스값은 매뉴얼을 통해 찾을 수 있다.

- 축1이 원점복귀가 완료되면 U7\G817.4가 B접점이 되어서 사용자에게 Lamp로 알린다(M499)
2-3. JOG 운전

- 사용자 버튼을 통해 JOG 운전의 속도값을 저속(M406), 및 고속(M407)으로 설정
- 1518번 버퍼메모리 어드레스는 JOG 운전을 할때의 속도를 설정
- 정회전(M261)을 누르면 Y78의 JOG 기동 신호가 ON 되면서 서보모터가 정회전으로 회전
- 역회전(M262)을 누르면 Y79의 JOG 기동 신호가 ON 되면서 서보모터가 역회전으로 회전
- JOG운전은 서보 티칭모드일때만 동작하게끔 M420을 AND형태로 구성
✔ 모든 파라미터에서 속도 값은 더블워드형태로 어드레스 주소가 2개가 구성된다. 즉, 사용자는 속도값을 G1518에 저장을 했지만 실제로는 속도 값이 G1518과 G1519에 저장된다.
2-4. Motor 현재속도 및 각종 수치 확인
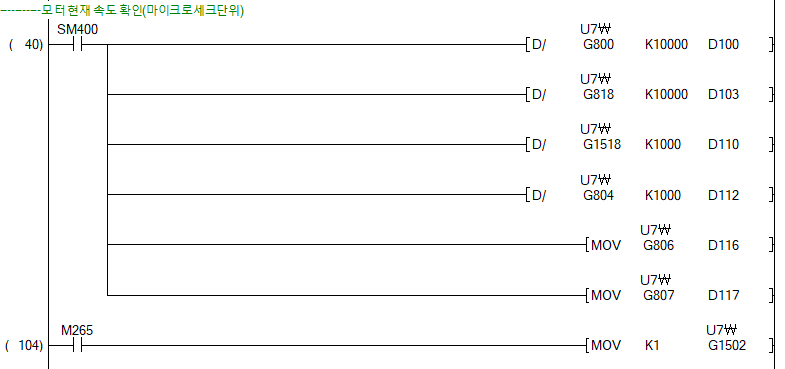
(1) G800 : 현재 위치의 어드레스 저장
(2) G818 : 위치결정 운전시의 목표값 저장
(3) G1518 : JOG 속도
(4) G804 : 운전중에 출력속도 저장
(5) G806 : 축 에러 검출시, 에러 내용에 해당하는 에러 코드 저장
(6) G807 : 축 경고 검출시, 경고 내용에 해당하는 경고 코드 저장
(7) G1502 : 축 에러 리셋, 에러번호 및 경고번호, 검출을 클리어
3. MPS 장비 PLC 제어 : Servo Motor 응용제어
3-1. 티칭
- 티칭이란 모터를 움직여서 내가 원하는 위치에 놓기 위해 좌표값과 속도를 저장하는 작업
- 미쓰비시에 티칭 전용 명령어가 존재하지만 활용도가 낮아서 MOV 명령어를 통해 티칭 수행
✔ 티칭을 할때는 최소한 속도, 위치, 운전방식을 지정해줘야 오류가 발생하지 않는다.
(1) 개별 티칭
- 1번, 2번, 3번~ 번호별로 어드레스를 직접 입력하는 방식
- 티칭 갯수가 적으면 크게 문제가 없지만 많을 경우 그 갯수만큼 래더가 길어지게 된다.

- MOV H100 U7\G2000 : 1축의 직선제어(ABS) / 위치결정 제어방식(G2000)
- MOV D108 U7\G2004 : JOG 운전 속도로 지정한 값을 서보티칭 속도와 동일하게 설정
(D108 : JOG 운전 속도 설정저장값 / G2004 : 지령 속도 설정)
- MOV U7\G800 U7\G2006 : 현재 위치의 어드레스값(G800) / 위치결정 어드레스(G2006)
(2) 개별 티칭 코드 간략화
- 사용자가 티칭값을 저장하고자 하는 값을 받아서 티칭하는 방식
- 티칭 갯수가 아무리 많아도 아래의 래더만으로 해결 가능!!

- WORD 명령어 : 어떠한 값이든 WORD 값으로 변경한다.
(즉, D504의 값을 WORD 형태로 변경해서 Z0에 저장한다.)
- Z0( 인덱스 레지스터) : 인덱스 레지스터의 값이 있으면 앞의 레지스터값과 더해서 처리한다.
(즉, G2000Z0는 Z0에 있는 인덱스 레지스터값과 G2000을 더해서 처리한다.)
✔ EX) 5번 티칭일 경우 Z0의 값에는 40이 저장되고, 티칭과 관련된 버퍼메모리 어드레스는 각각 2040, 2044, 2046이 되어 관련된 값을 설정하게 된다.
3-2. 기동

- G1500은 위의 원점복귀에서 사용했던 버퍼메모리 어드레스와 동일하다. 원점복귀할때는 해당 메모리에 9001의 값을 설정하였지만 기동시에는 티칭 저장값을 설정하여주면 해당 좌표로, 설정한 속도와 제어방식을 토대로 이동한다.

- 기동시와 원점복귀시에는 위치결정 기동신호(Y10, 실습기준 Y80)가 ON이 되어야 한다.
- M90은 저장공정에서 사용되는 내부메모리 어드레스로 자세한 설명은 저장공정에서 하겠습니다!!
3-3. 롬저장

- 티칭했던 값은 PLC의 전원이 차단되면 삭제되지만 ROM에 저장을 하게되면 전원이 차단되어도 그대로 저장을 하고 있기때문에 롬저장 기능을 추가하면 사용자가 여러모로 편리해진다.
- 주의점은 롬저장시에는 PLC Ready를 나타내는 출력 신호(Y00, 실습장비기준 Y70)이 OFF 되어야 한다!!




댓글