※ 주의사항 ※
본 블로그는 수업 내용을 바탕으로 제가 이해한 부분을 정리한 블로그입니다.
본 내용을 참고로만 보시고, 틀린 부분이 있다면 지적 부탁드립니다!
감사합니다😁
안녕하세요!!
오늘은 아래와 같은 내용을 확인해보겠습니다.
MPS 장비 배선 실습
LS ELECTRIC PLC 제어
1. MPS 장비 배선 실습
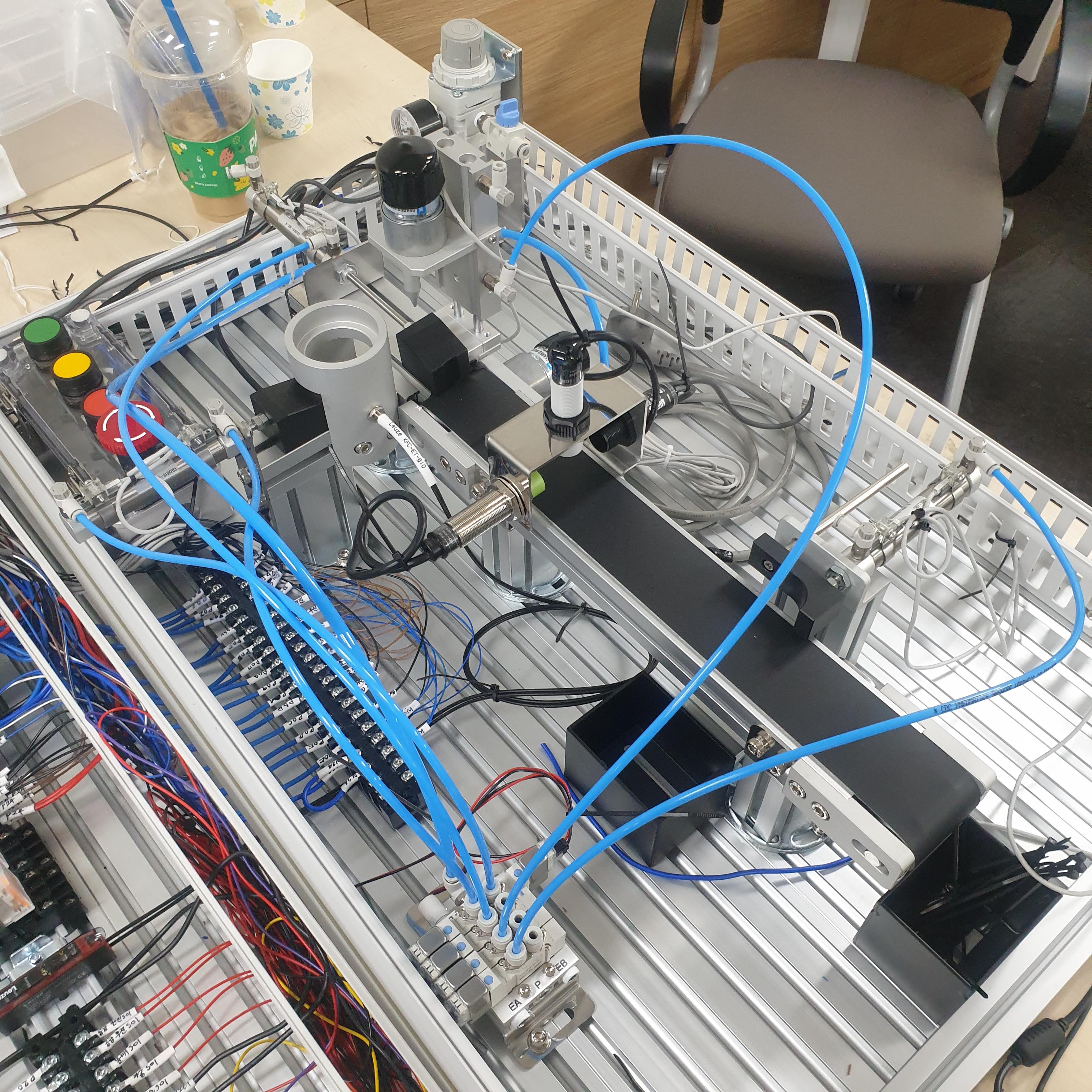
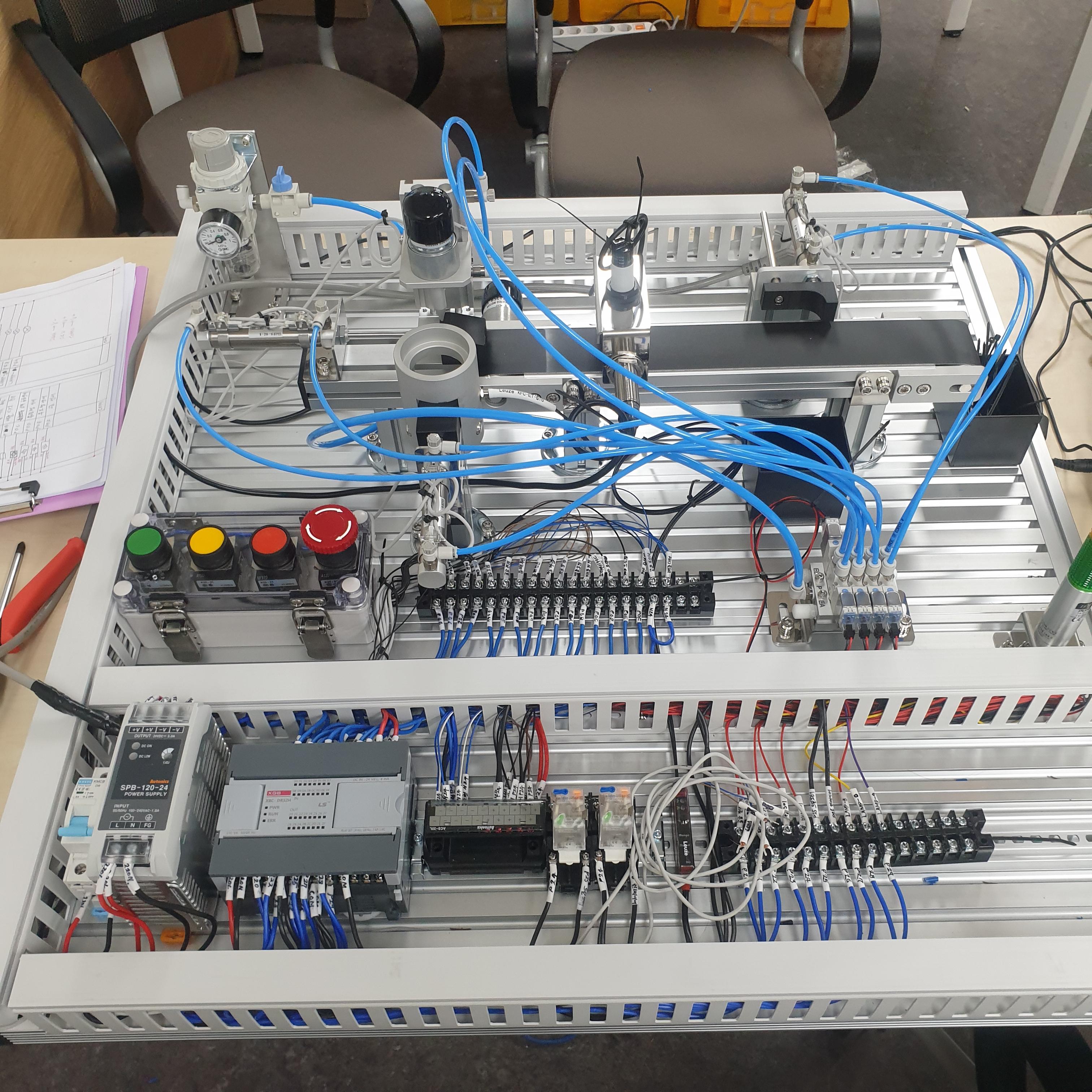
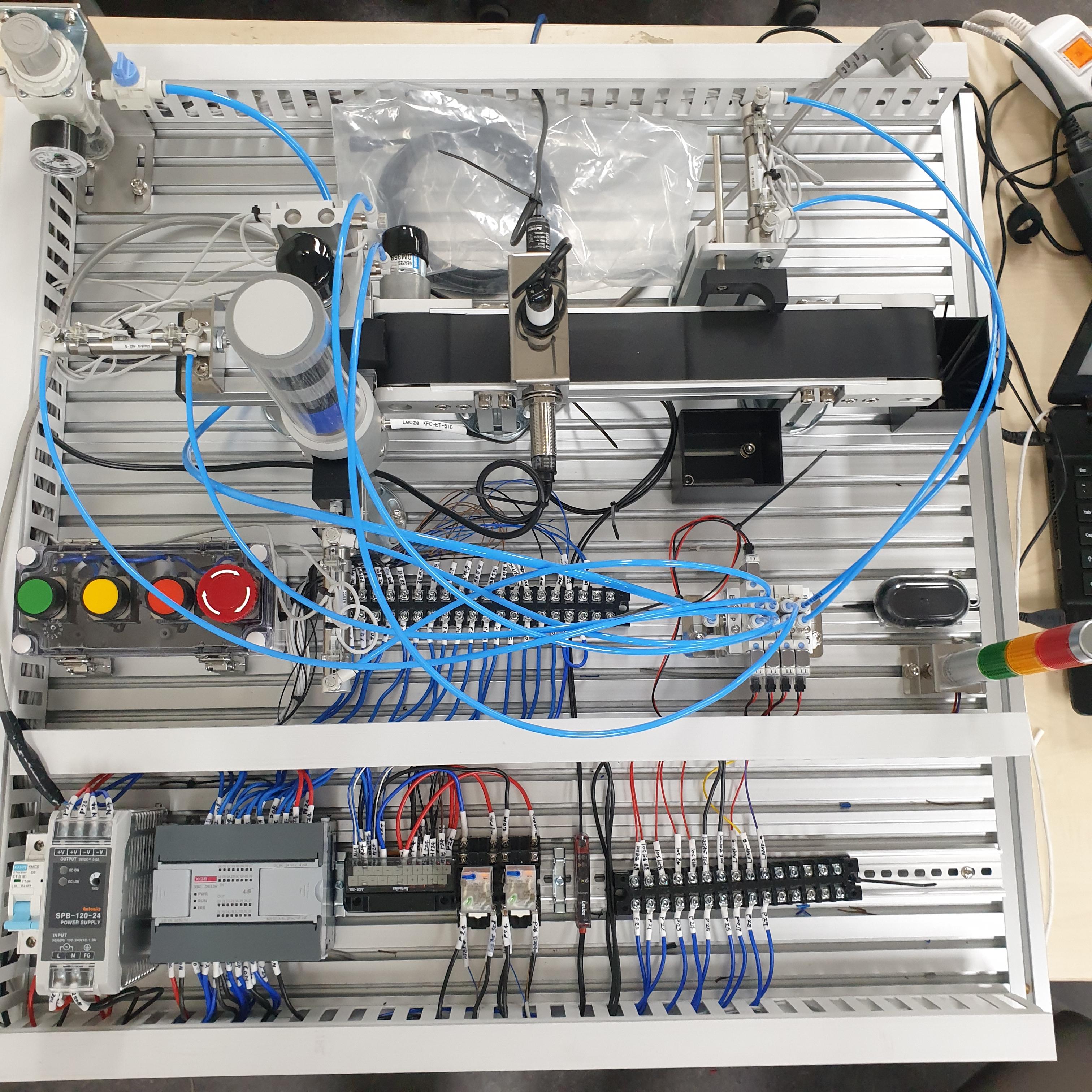
1-1. 작업전 사진 및 PLC 배선 도면
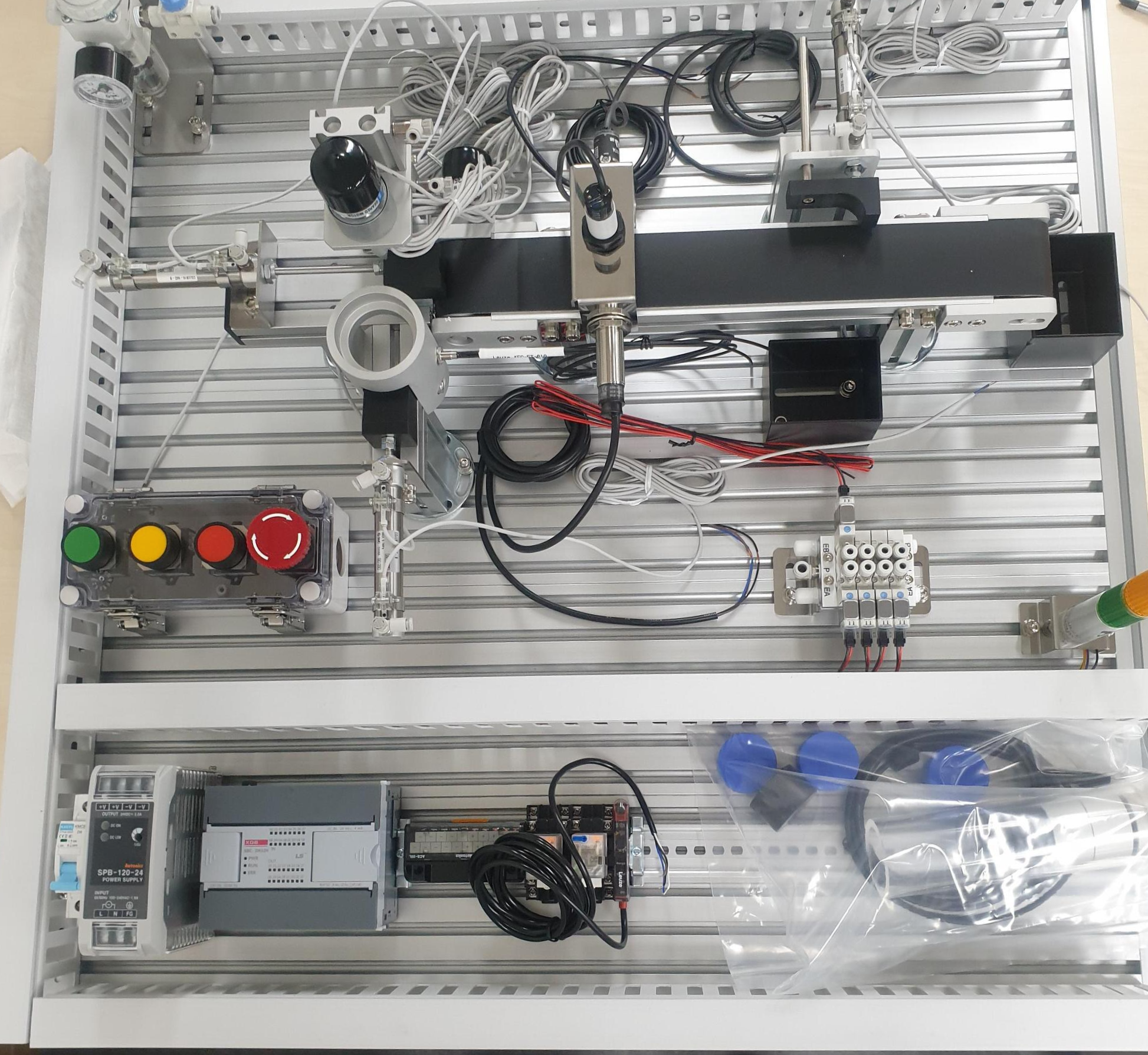
- 구성품 : 양솔 밸브 1EA, 편솔 밸브 3EA, 스위치 박스, 공급 실린더, 가공 실린더, 분배 실린더, 배출 실린더, 소재공급센서, 용량형 센서, 유도형 센서, 광센서, 램프, 컨베이어 벨트 모터, 가공 드릴 모터, 실린더 리드 센서
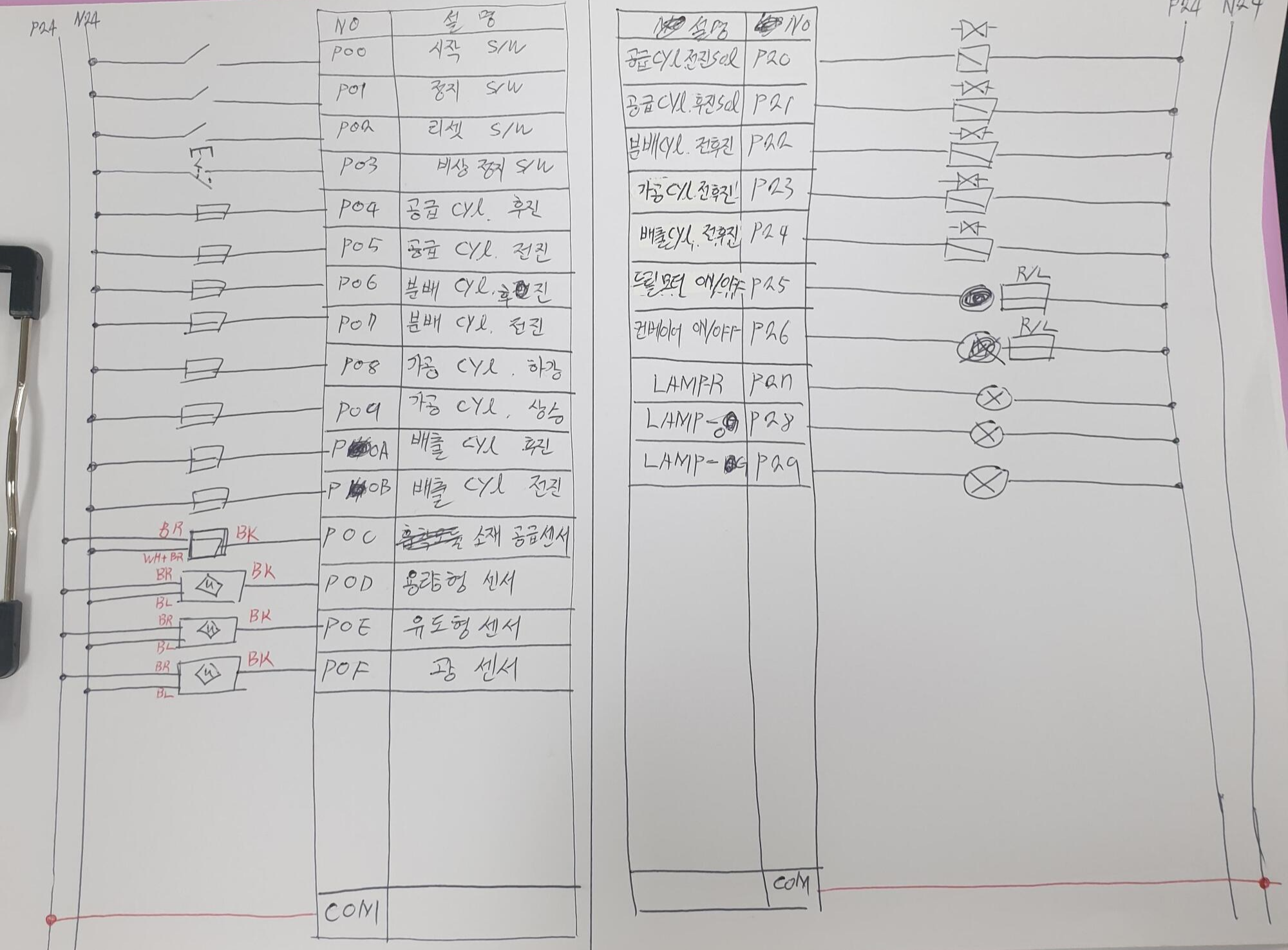
※ I/O 할당표
| INPUT | OUTPUT | ||||
| Device | Comment | Device | Comment | Device | Comment |
| P00 | 시작S/W | P07 | 가공실린더 하강완료 |
P20 | 공급실린더 전진 |
| P01 | 정지 S/W | P09 | 가공실린더 상승완료 |
P21 | 공급실린더 후진 |
| P02 | 리셋 S/W | P0A | 배출실린더 후진완료 |
P22 | 분배실린더 전/후진 |
| P03 | 비상정지 S/W | P0B | 배출실린더 전진완료 |
P23 | 가공실린더 전/후진 |
| P04 | 공급실린더 후진완료 |
P0C | 소재공급센서 | P24 | 배출실린더 전/후진 |
| P05 | 공급실린더 전진완료 |
P0D | 용량형센서 | P25 | 드릴모터 ON/OFF |
| P06 | 분배실린더 후진완료 |
P0E | 유도형센서 | P26 | 컨베이어벨트 ON/OFF |
| P07 | 분배실린더 전진완료 |
P0F | 광 센서 | P27 | LAMP - RED |
| P28 | LAMP - YELLOW | ||||
| P29 | LAMP - GREEN | ||||
- LS ELECTRIC의 PLC는 입력과 출력 모두 디바이스(어드레스) 시작이 P로 동일하다.
- 동작과정 : 공급실린더에서 워크피스 공급 → 가공실린더 및 가공모터를 통해 워크피스 가공 → 분배 실린더를 통해 워크피스 컨베이어벨트 위로 전달 → 컨베이어벨트 동작 → 용량형 센서, 유도형 센서, 광 센서를 통해 워크피스의 재질 및 색상 분류 → 배출 실린더를 통해 특정 워크피스 배출 → 나머지 워크피스는 컨베이어 벨트 끝의 저장소에 저장
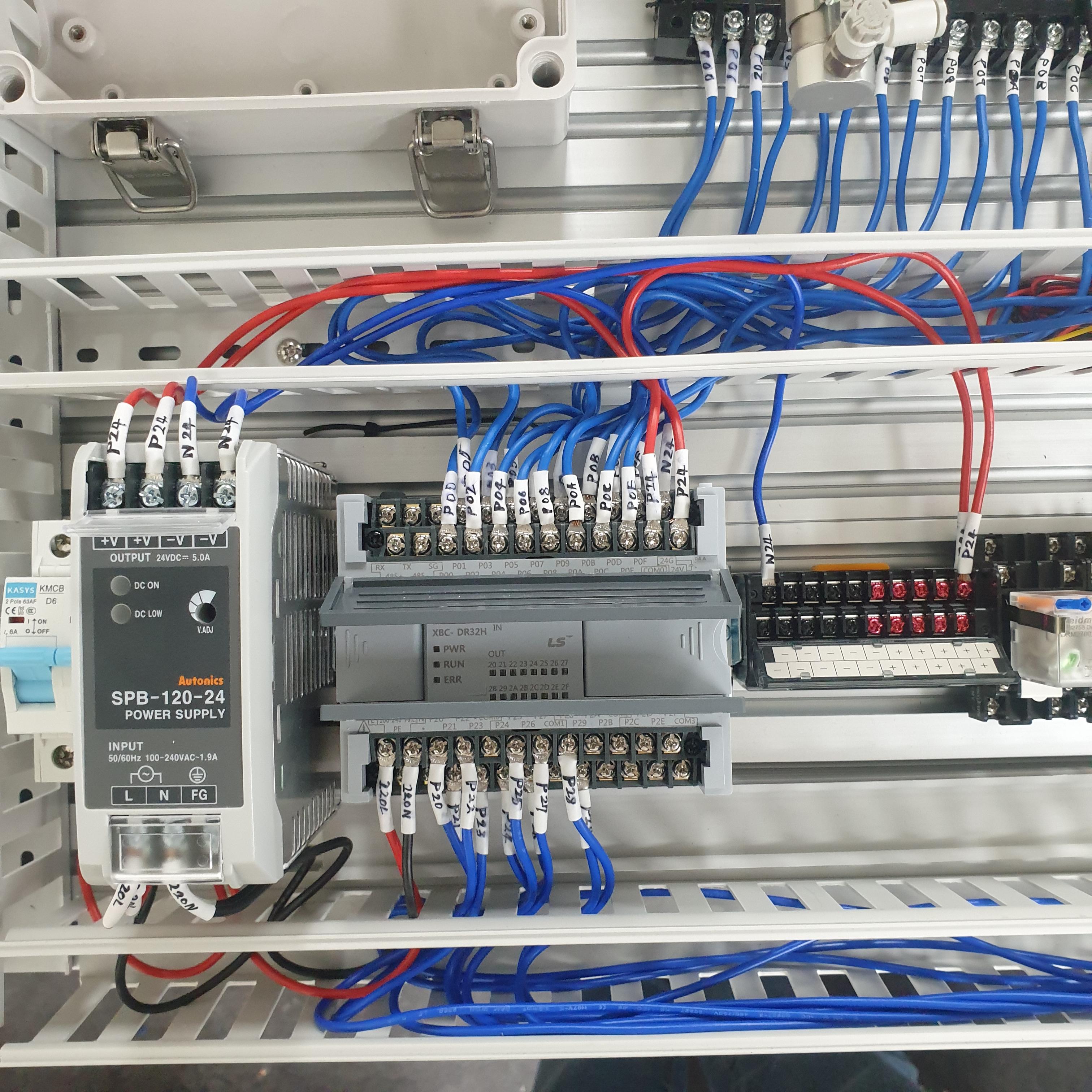
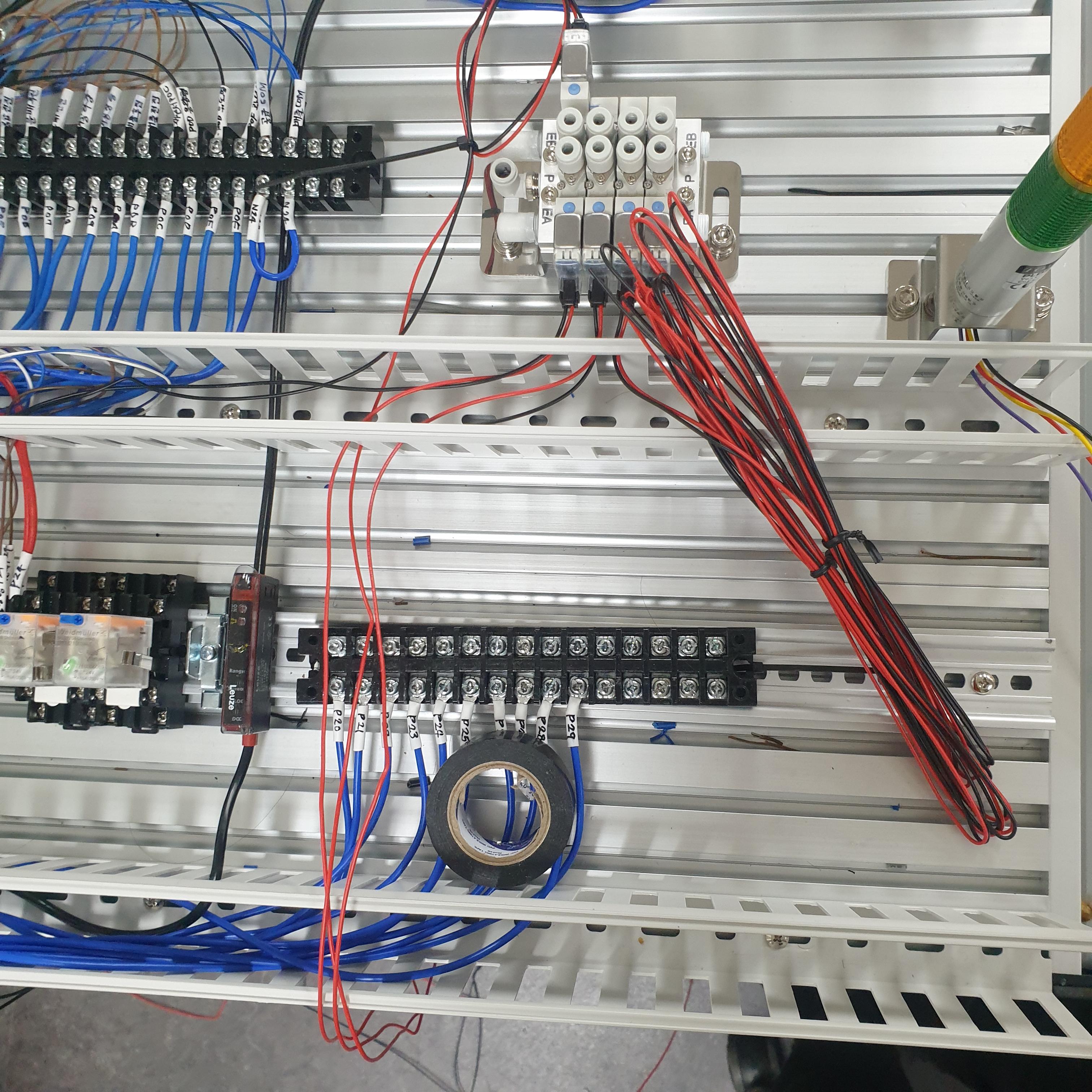
1-2. PLC 입출력 단자대 작업 및 케이블 정리
(1) PLC 입력 단자대 작업


(2) PLC 출력 단자대 작업
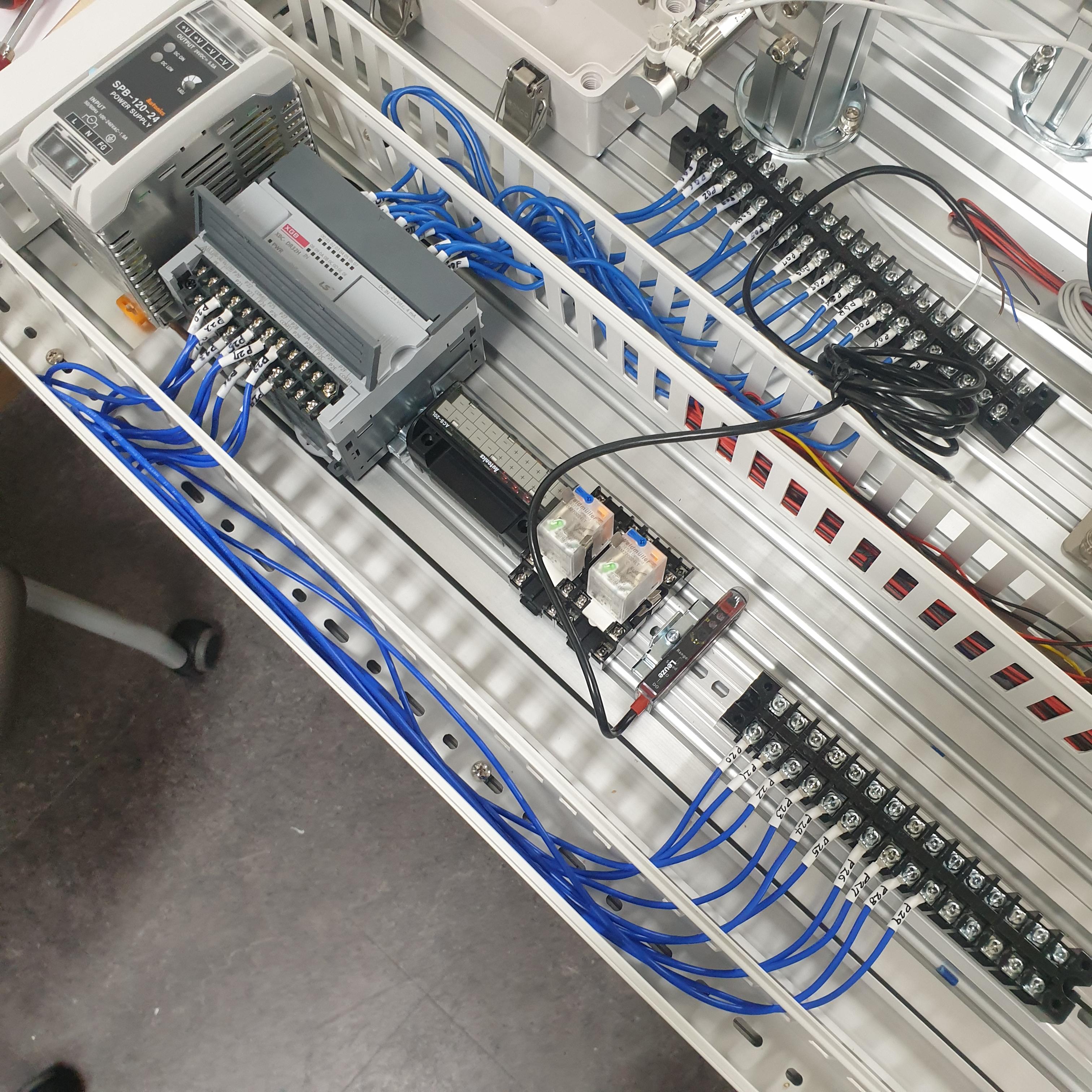
(3) PLC 전원부 작업

(4) 리드센서 케이블 정리
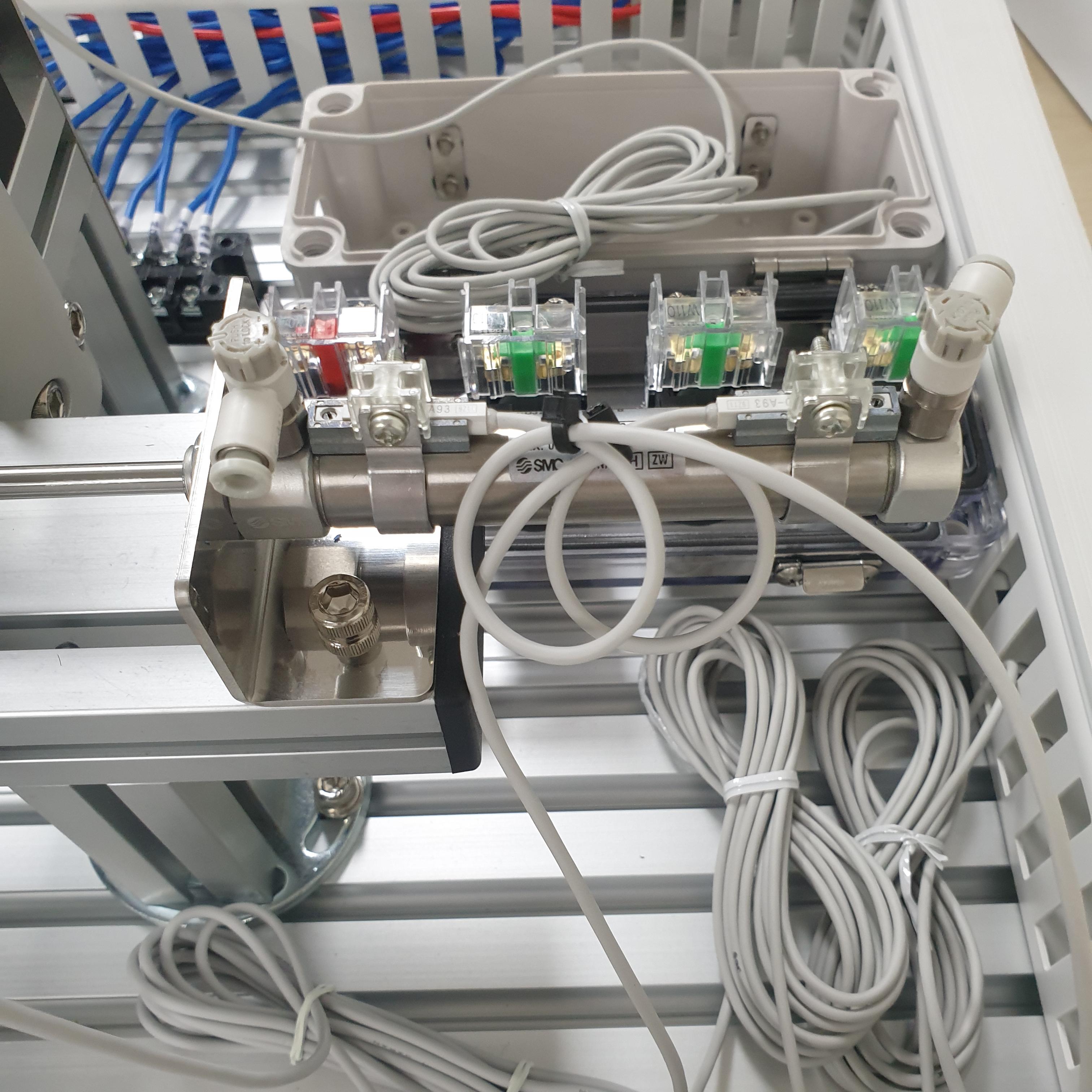

- 케이블 곡률반경을 고려해서 원형 모양으로 정리
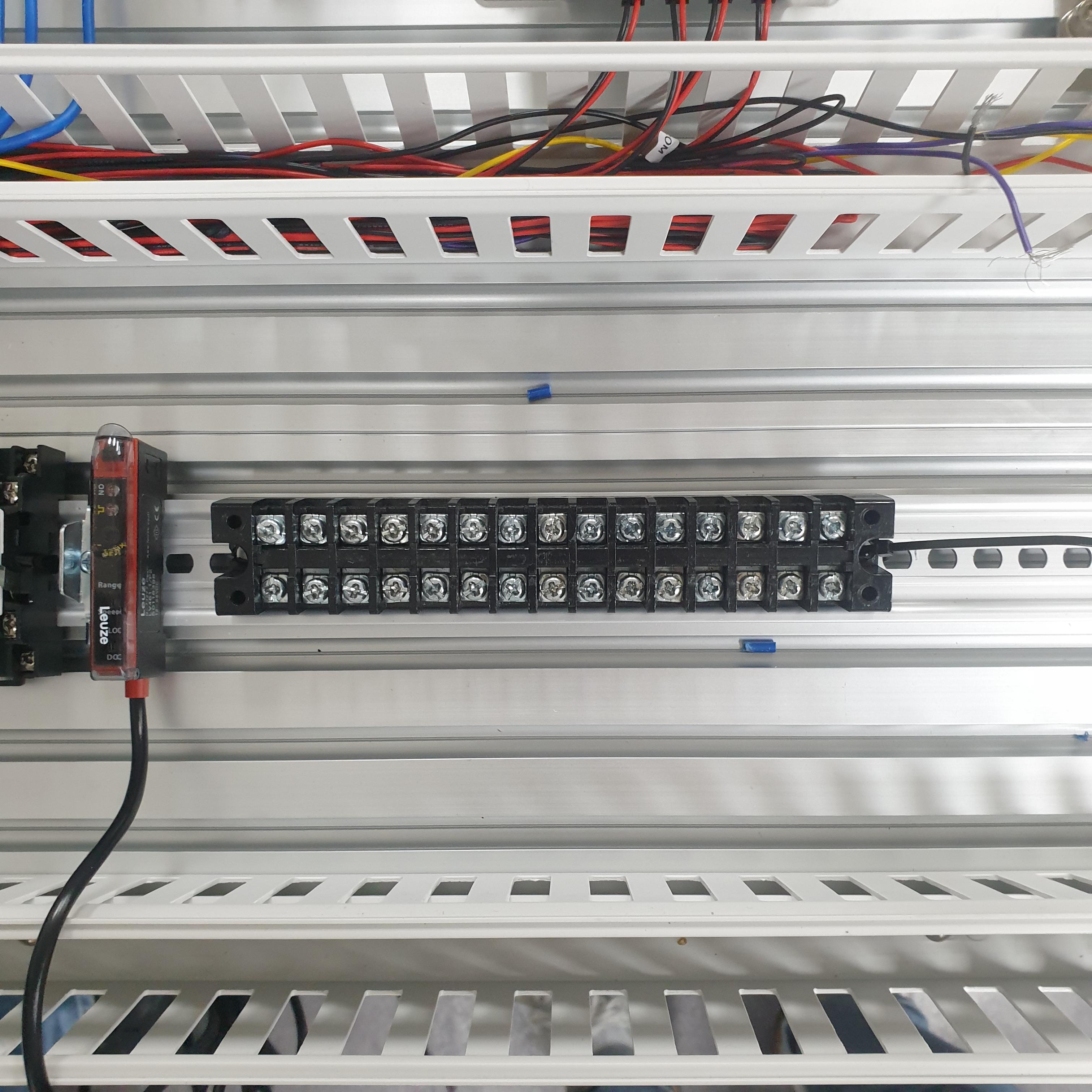
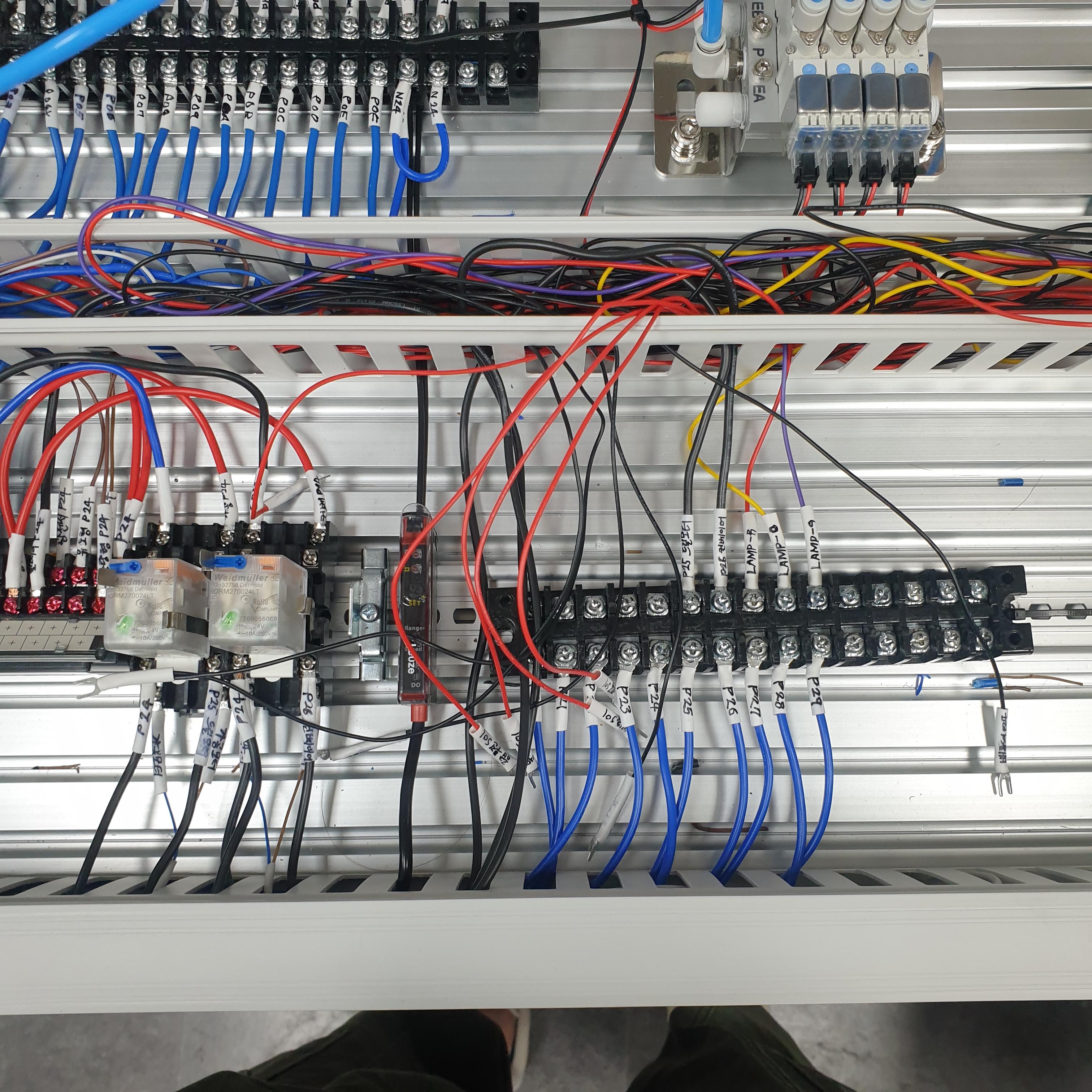
1-3. 입력부(센서 및 스위치), 출력부(솔레노이드 밸브 및 램프) 성단 작업
(1) 입력부


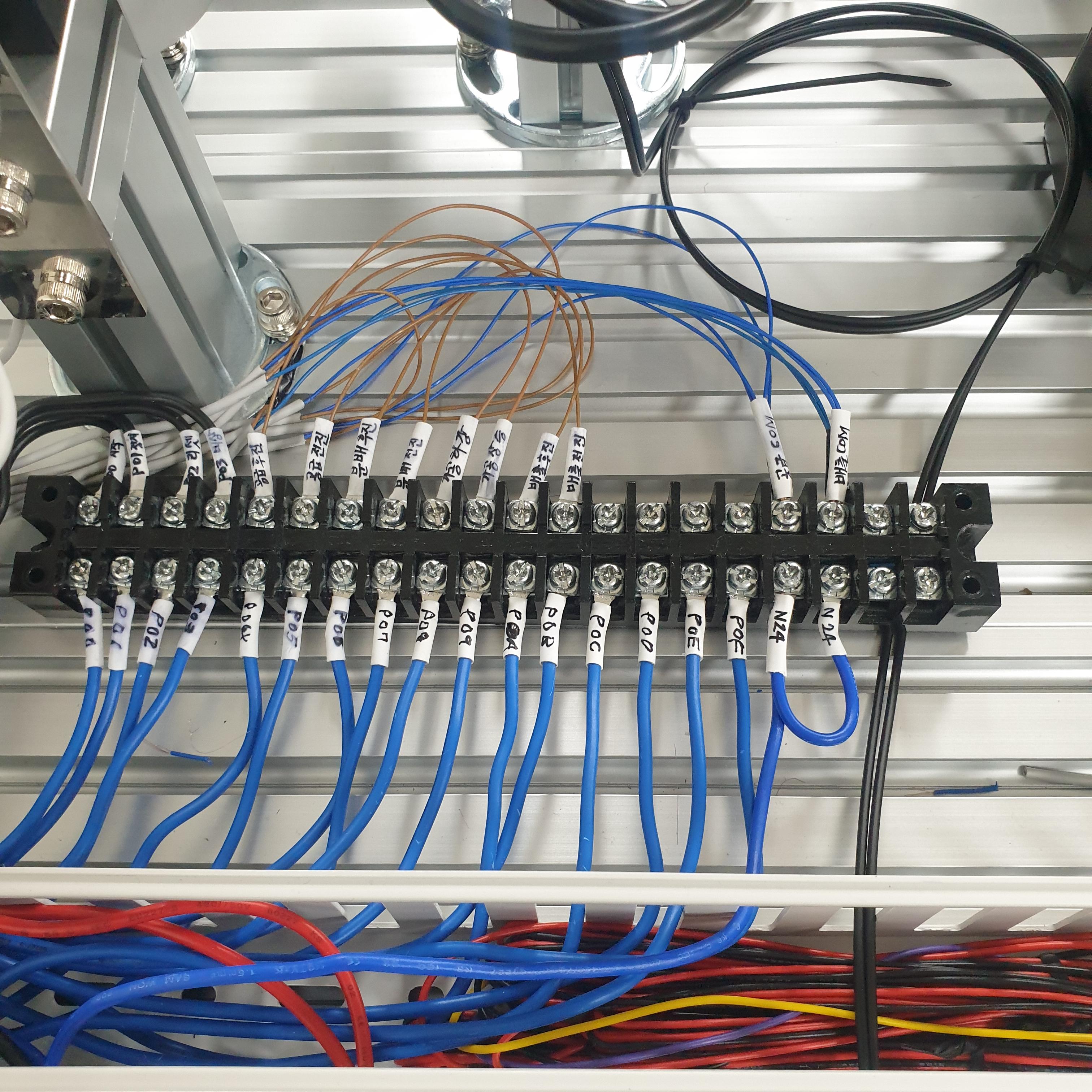
- 리드센서 케이블 정리 용도의 COM단자를 입력단자대 끝에 2개 추가
- 리드센서 COM 단자는 최대 센서 2개까지만 묶어서 성단처리
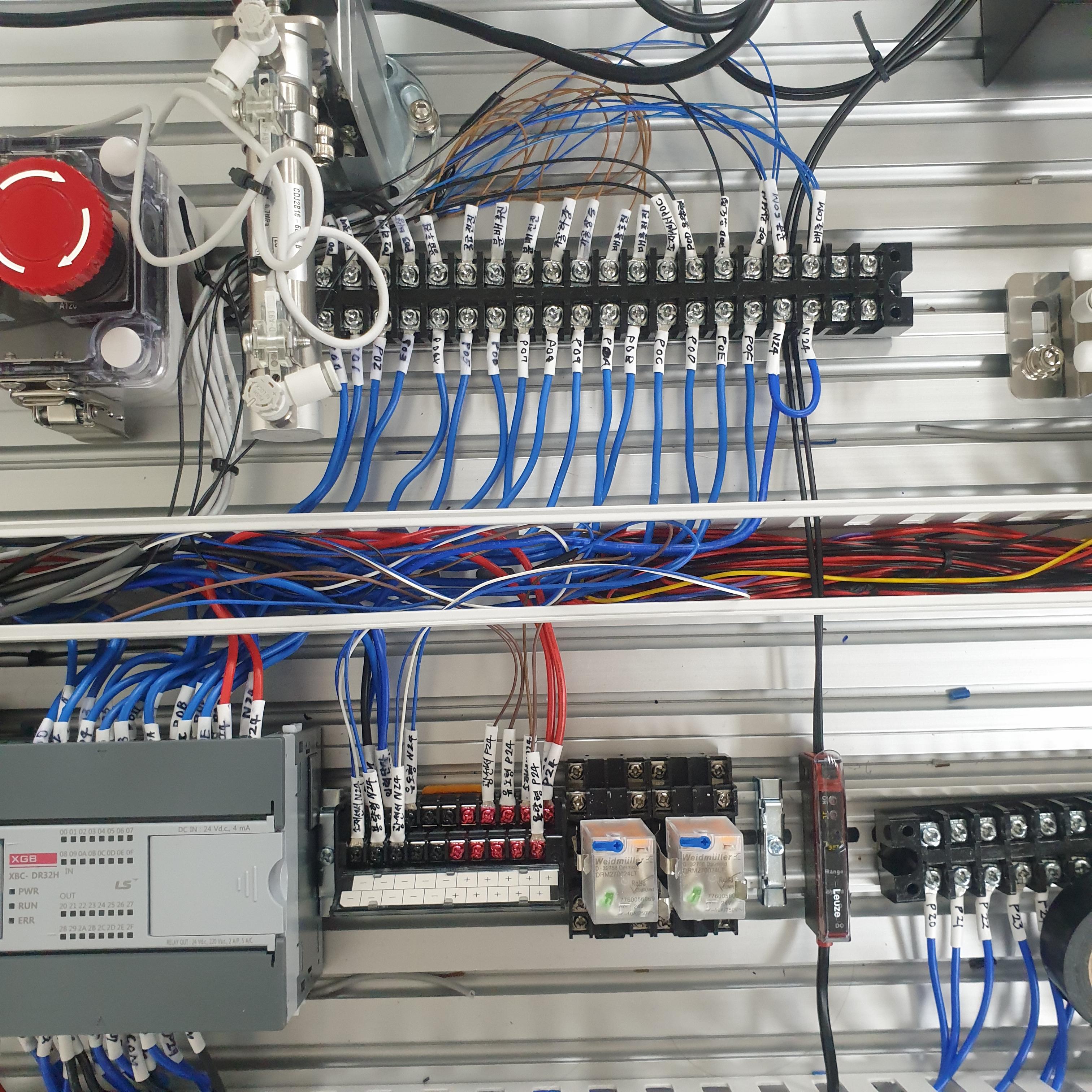
(2) 스위치 박스


(3) 출력부
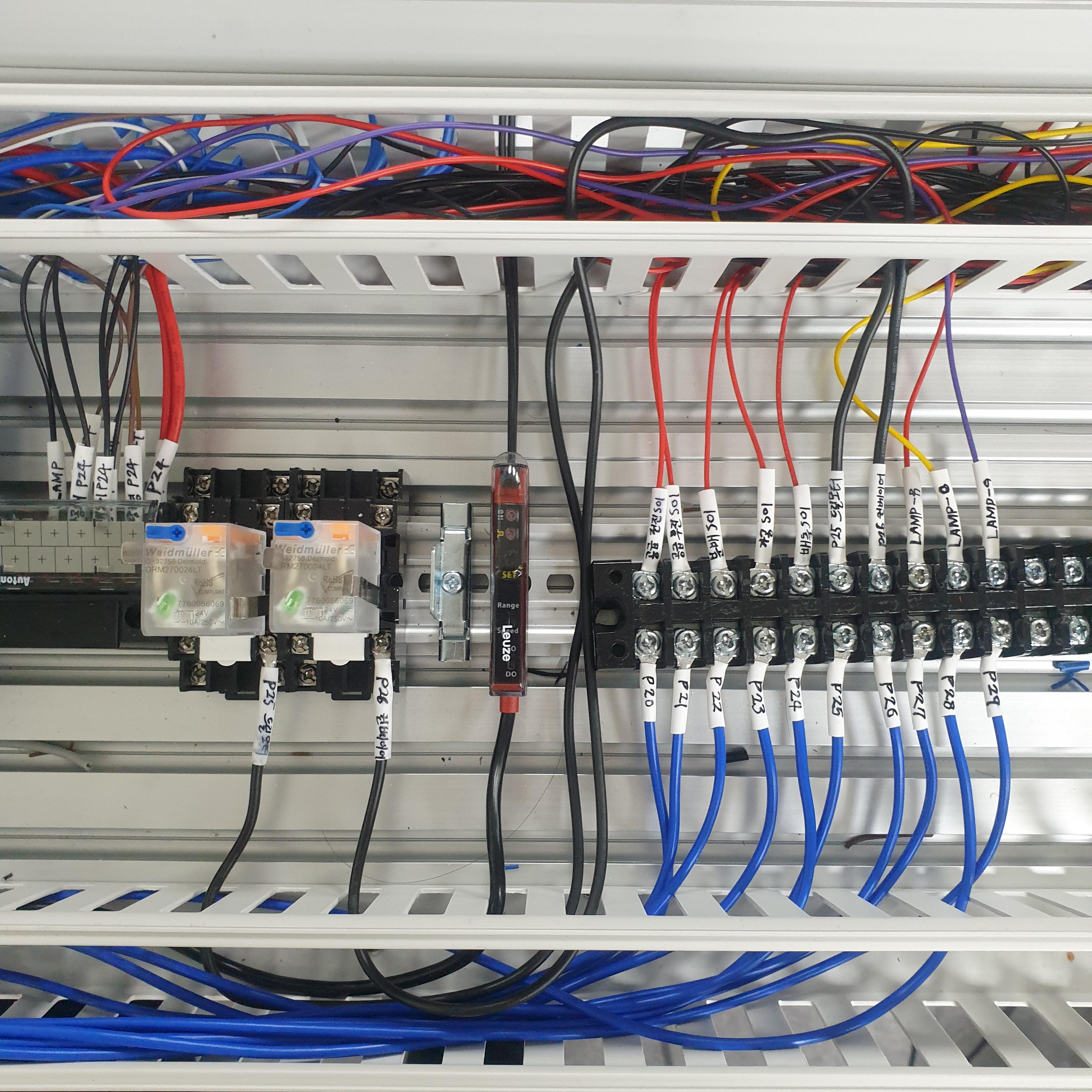
- 솔레노이드 밸브 및 LAMP, 릴레이 결선
- 솔레노이드 밸브의 결선 실수로 인해 솔레노이드 밸브 미동작 → 추후 수정
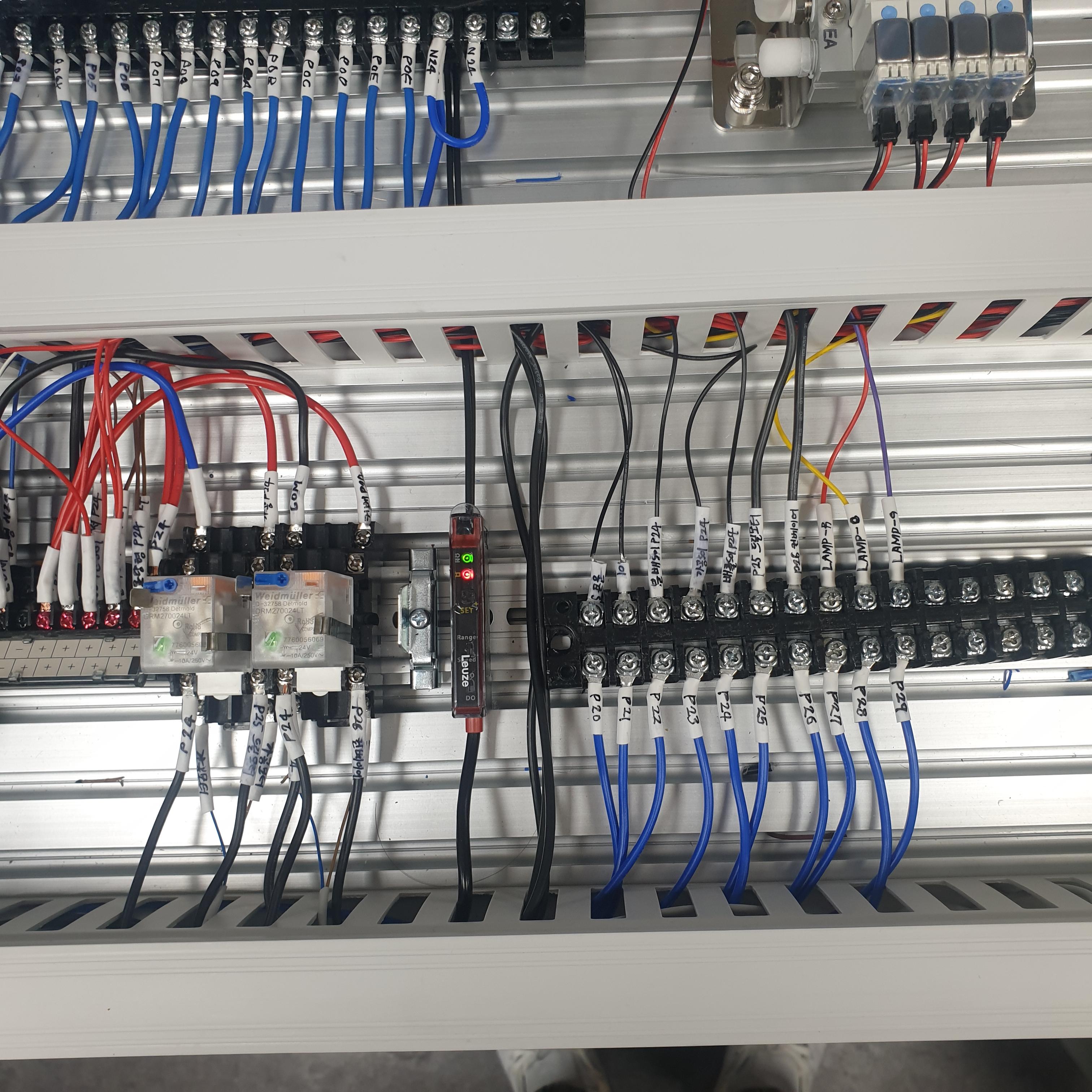
(4) 공압튜브 연결
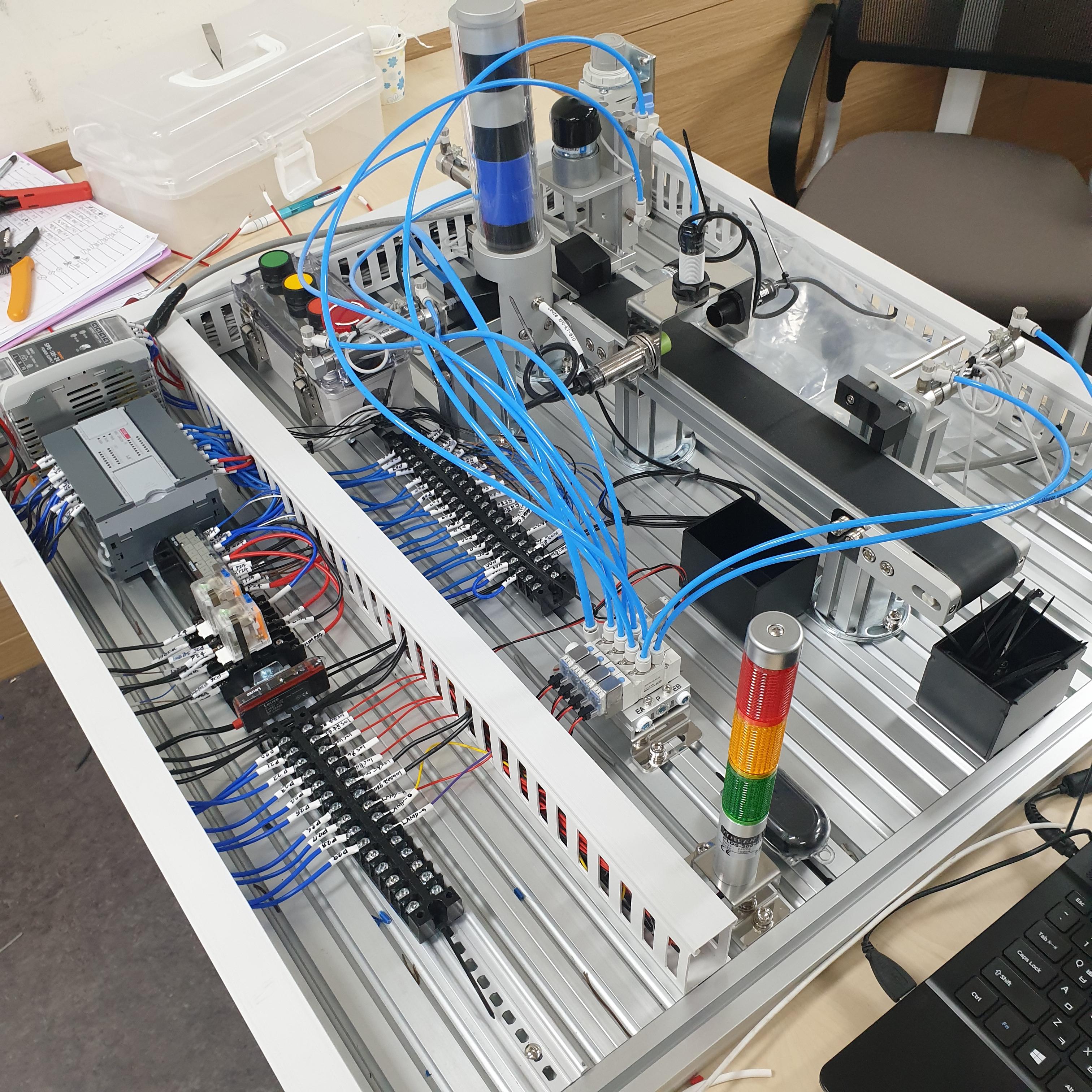
1-4. 작업후 사진(완료)
2. MPS 장비 LS ELECTRIC PLC 제어
2-1. 동작영상
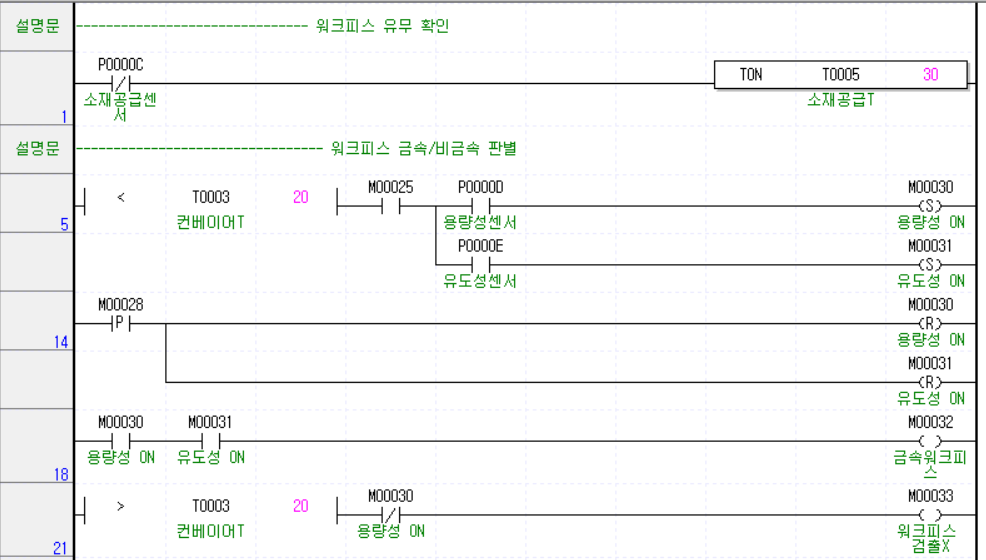
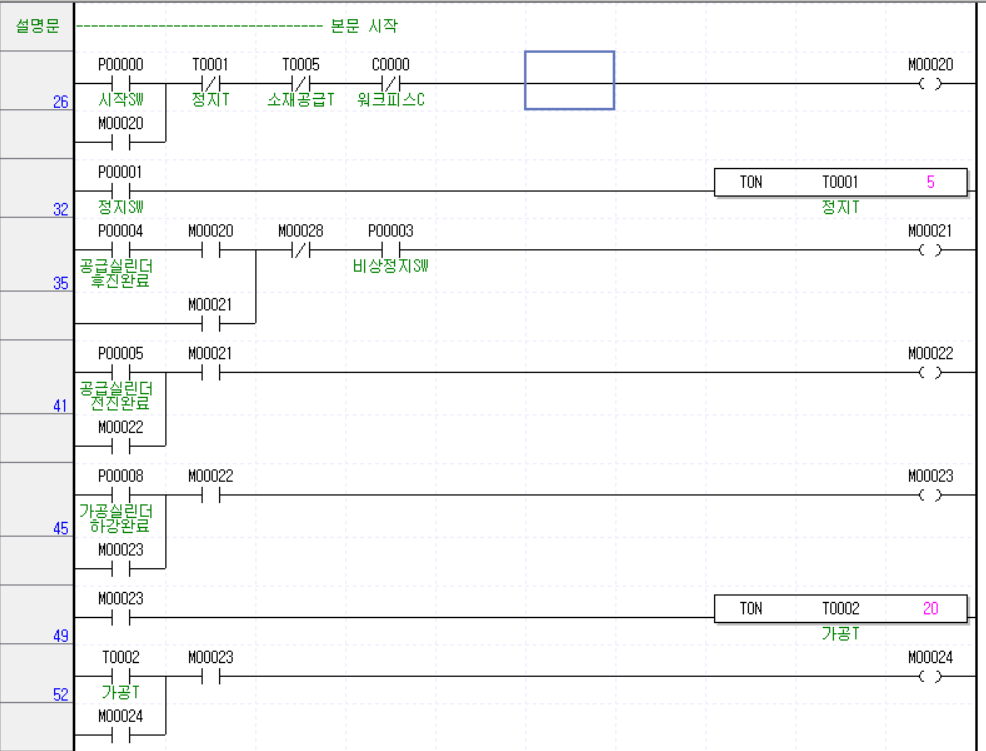
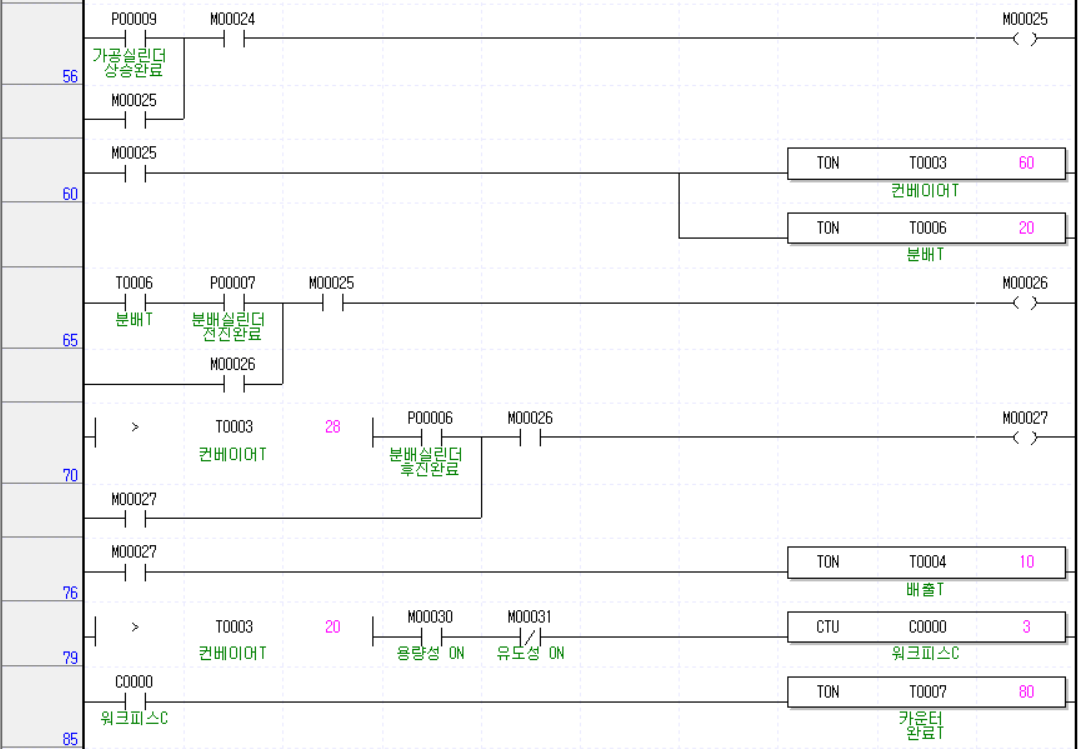
2-2. 래더 프로그램
※ LS ELECTRIC PLC 및 래더 프로그램은 본 교과목에서 배운적은 없지만 작성방법이나 형태가 미쓰비시와 거의 비슷하다고 하여서 본 교과목의 평가는 LS ELECTRIC PLC 프로그래밍으로 수행하였습니다. 직접 LS 래더 프로그램을 만져본 결과 어떤면에서는 오히려 미쓰비시보다 친절하고 더 깔끔하다는 느낌을 들게 하였습니다. (EX. 타이머나 카운터의 리셋은 코일의 리셋이라는 아이콘이 별도로 있어서 좀 더 사용하기 편했던 것 같습니다.)
- 프로그래밍을 위해 사용한 프로그램만 다를뿐 동작과정이나 구성은 지난 미쓰비시의 공급과정 + 이송과정 수업과 동일하니 자세한 내용은 지난 글을 참고하면 좋습니다. (아래 래더프로그래밍의 동작과정이나 각 구성에대한 내용은 래더내 설명문으로 대체)
(1) 소재공급센서 워크피스 유무 파악 및 센서부 워크피스 검출
(2) 본문(제어부) : M20 RELAY → M28 RELAY
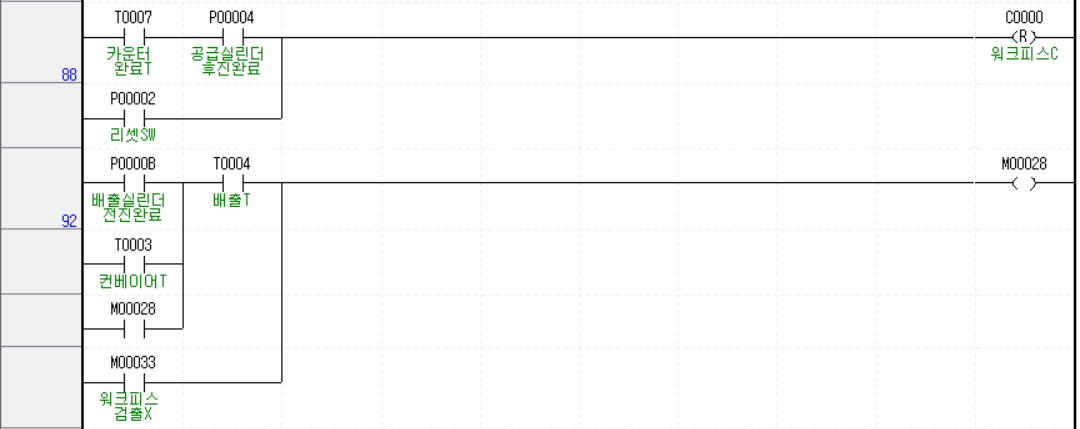
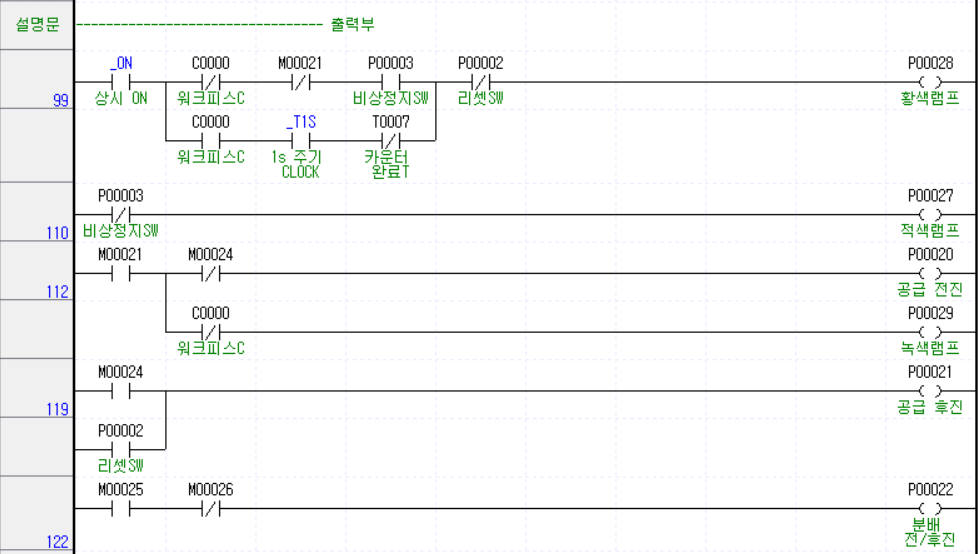
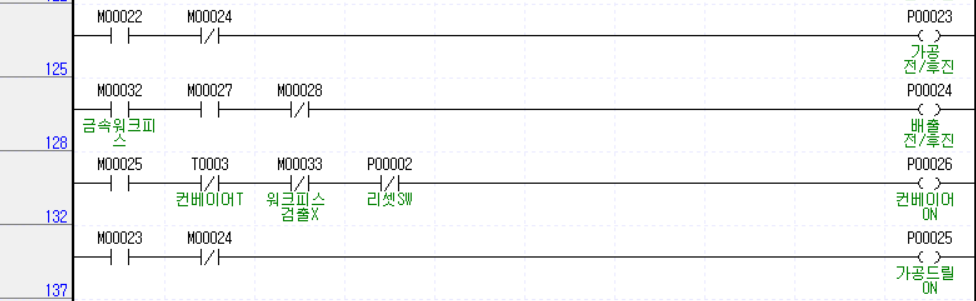
(3) 출력부




댓글