※ 주의사항 ※
본 블로그는 수업 내용을 바탕으로 제가 이해한 부분을 정리한 블로그입니다.
본 내용을 참고로만 보시고, 틀린 부분이 있다면 지적 부탁드립니다!
감사합니다😁
안녕하세요!!
오늘은 아래와 같은 내용을 확인해보겠습니다.
MPS 장비 PLC 제어 (공급공정)
※ MPS (Module Production System, 모듈 생산 시스템)
1. MPS 장비 PLC 제어 : 공급공정
※ 제어실습 동영상!!
1-1. I/O 리스트
| Device | Comment | Device | Comment | Device | Comment | Device | Comment |
| X0 | 공급실린더 후진완료 |
Y20 | 공급실린더 전진 |
M300 | 정상동작ON | C0 | 동작횟수설정 |
| X1 | 공급실린더 전진완료 |
Y21 | 공급실린더 후진 |
M301 | 동작 후 정지 | T1 | 가공실린더 동작타이머 |
| X2 | 분배실린더 후진완료 |
Y22 | 분배실린더 전진 |
M302 | 동작 TEST | T2 | 분배실린더 동작타이머 |
| X3 | 분배실린더 전진완료 |
Y23 | 분배실린더 후진 |
M303 | 비상 정지 | D0 | T1 타이머 시간설정 |
| X4 | 가공실린더 하강완료 |
Y24 | 가공실린더 전/후진 |
M304 | 수동/자동 | D6 | T1 타이머 시간확인 |
| X5 | 가공실린더 상승완료 |
Y2D | 가공드릴모터 ON/OFF |
M305 | 초기값 복귀 | D10 | T2 타이머 시간설정 |
| D16 | T2 타이머 시간확인 |
- 새로운 래더프로그램을 짜기 전에 MPS 글로벌 라벨 등록 필수!!
✔ New Project 생성할 때 Use Label 클릭 후 생성 → Global1 클릭 후 MPS 글로벌 라벨이 등록되어있는 엑셀 데이터 붙여넣기!! (글로벌 라벨 데이터 중복 X, 라벨네임 띄어쓰기 X)
✔ PLC - PARAMETER에 PLC에 대한 모듈 카드 등록
1-2. 모션 스텝 다이어그램 및 시뮬레이터
(1) 모션 스텝 다이어그램
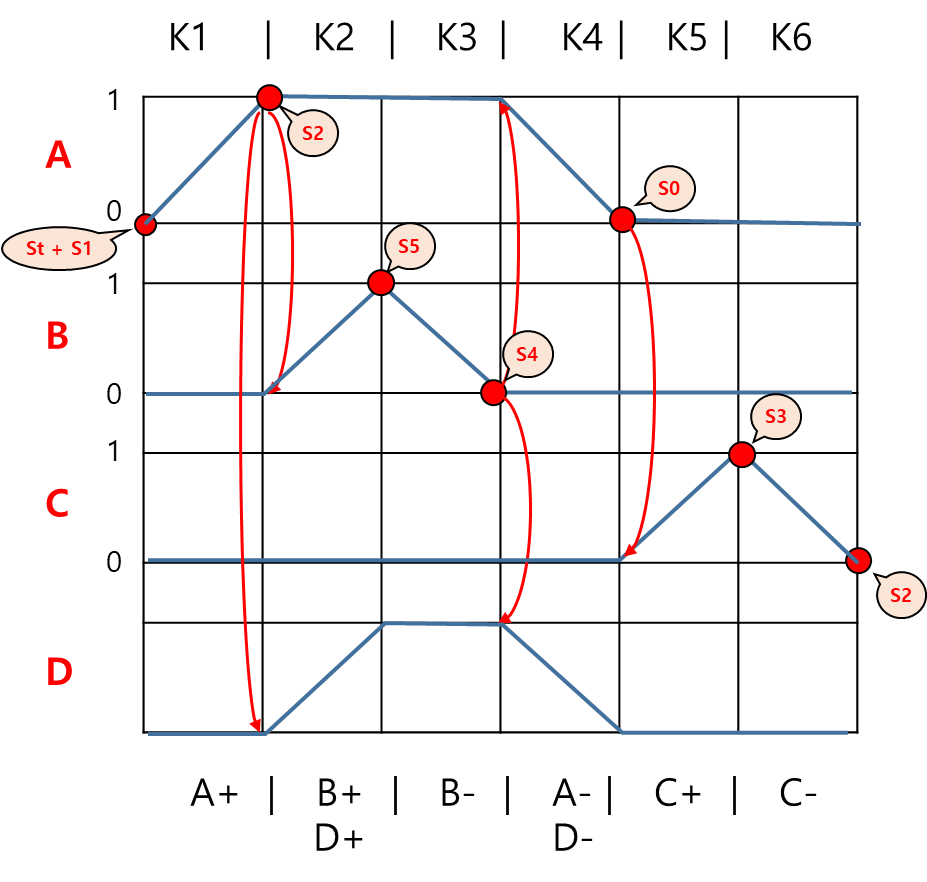
- 래더프로그램의 대략적인 동작은 A+ / B+ ⨁ D+ / B- / A- ⨁ D+ / C+ / C-
- 즉, 공급실린더 전진 → 가공실린더 하강 및 드릴 모터 동작 ON → 가공실린더 상승 → 공급실린더 후진 및 드릴 모터 동작 OFF → 분배 실린더 전진 → 분배 실린더 후진
(2) 시뮬레이터
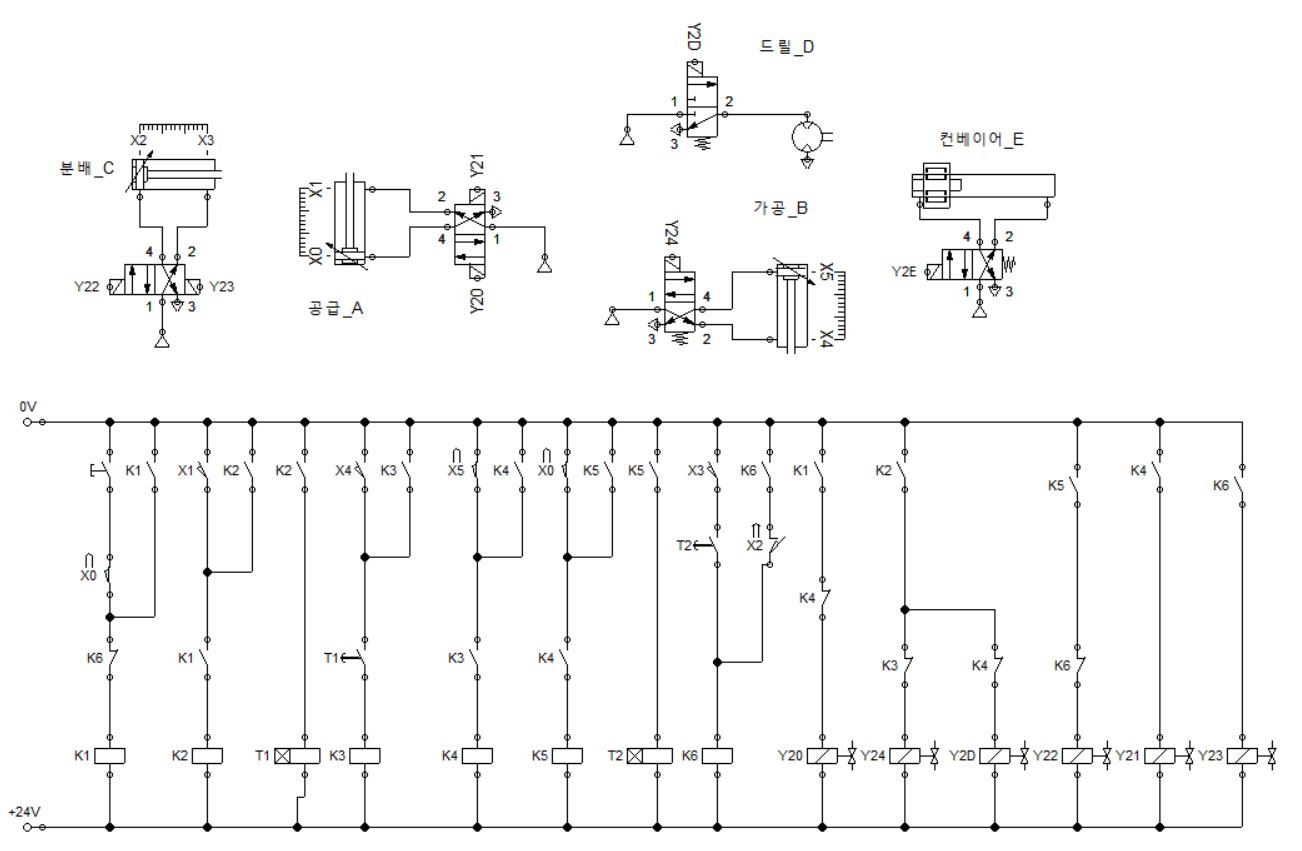
- 시뮬레이터로 작성한 시퀀스 회로는 초기에 설계한 회로형태로 최종본과 다소 차이가 있습니다.
(시퀀스 회로보단 위의 실린더와 각 센서의 명칭, 동작 순서 위주로 참고 바랍니다.)
1-3. 래더 프로그램
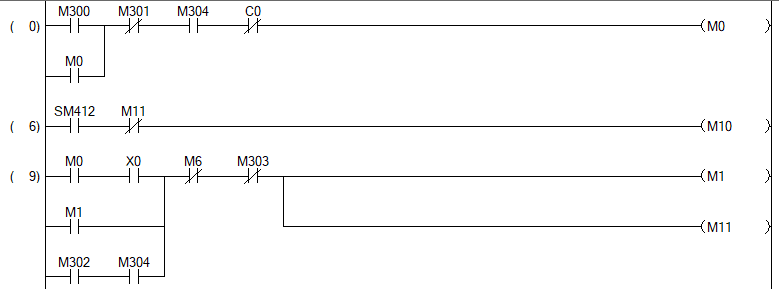
(1) 제어부(시작 ~ M3)

(2) 제어부 (M4 ~ M6)

(3) 출력부
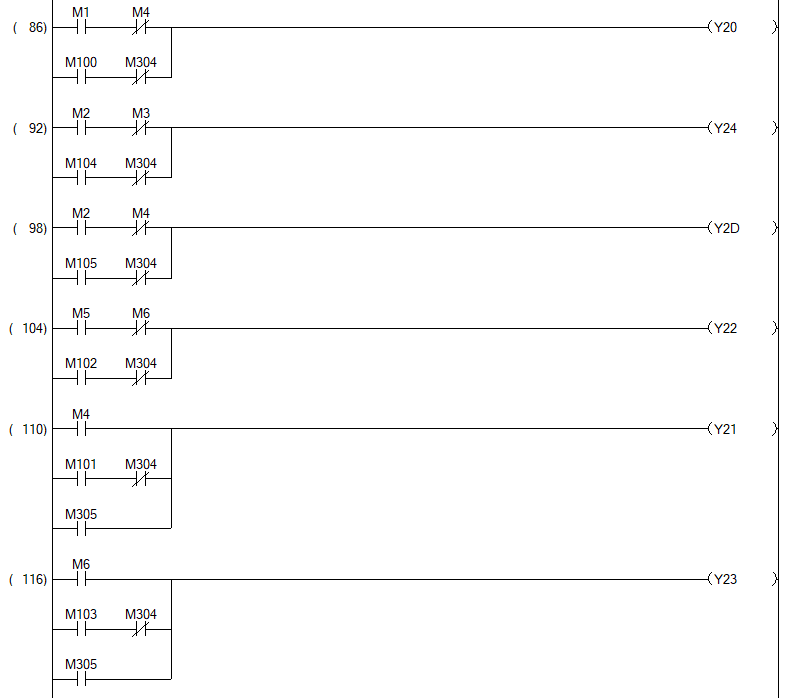
- 래더프로그램의 구체적인 설명은 해당글의 뒤쪽에서 서술하였습니다!!
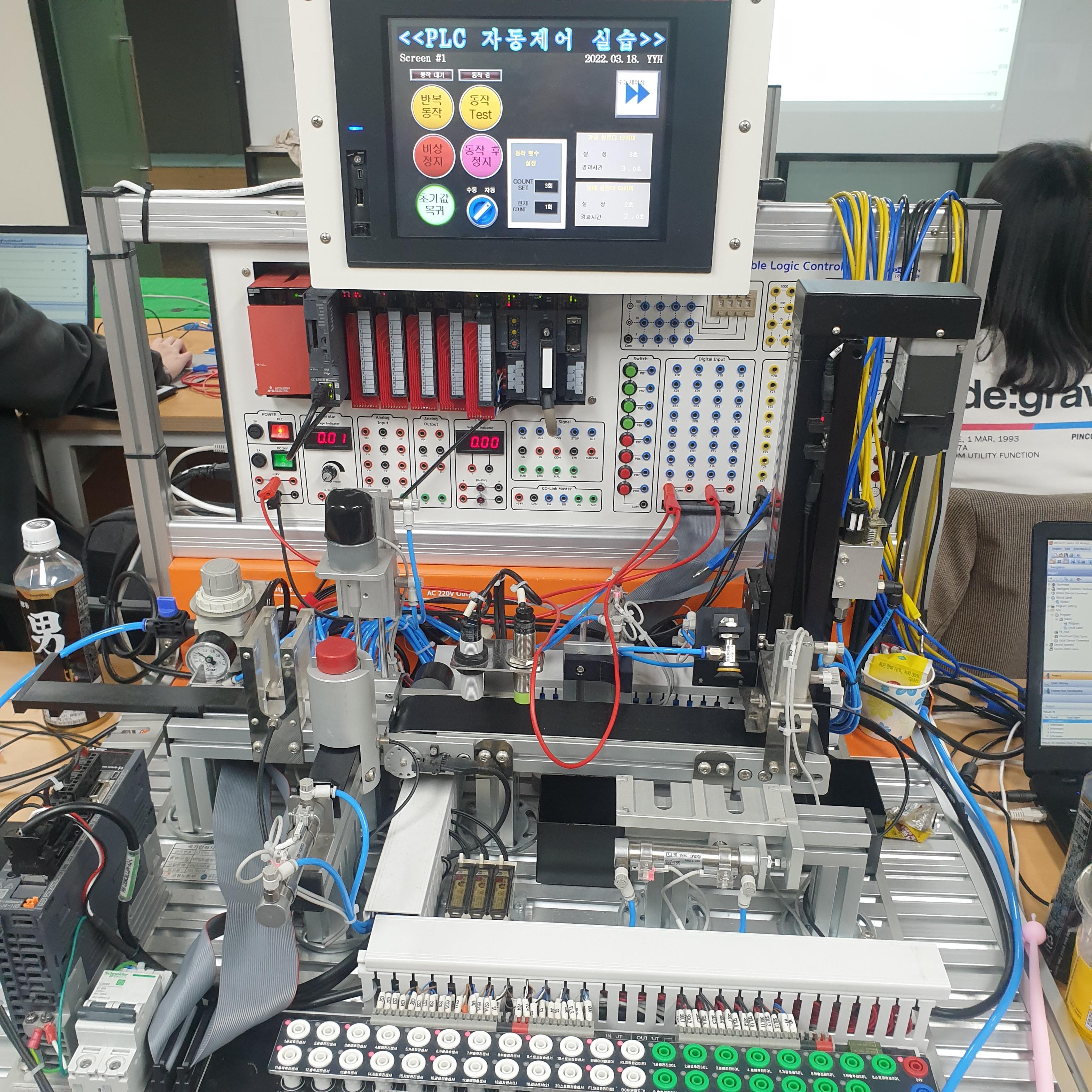
1-4. HMI 디자인
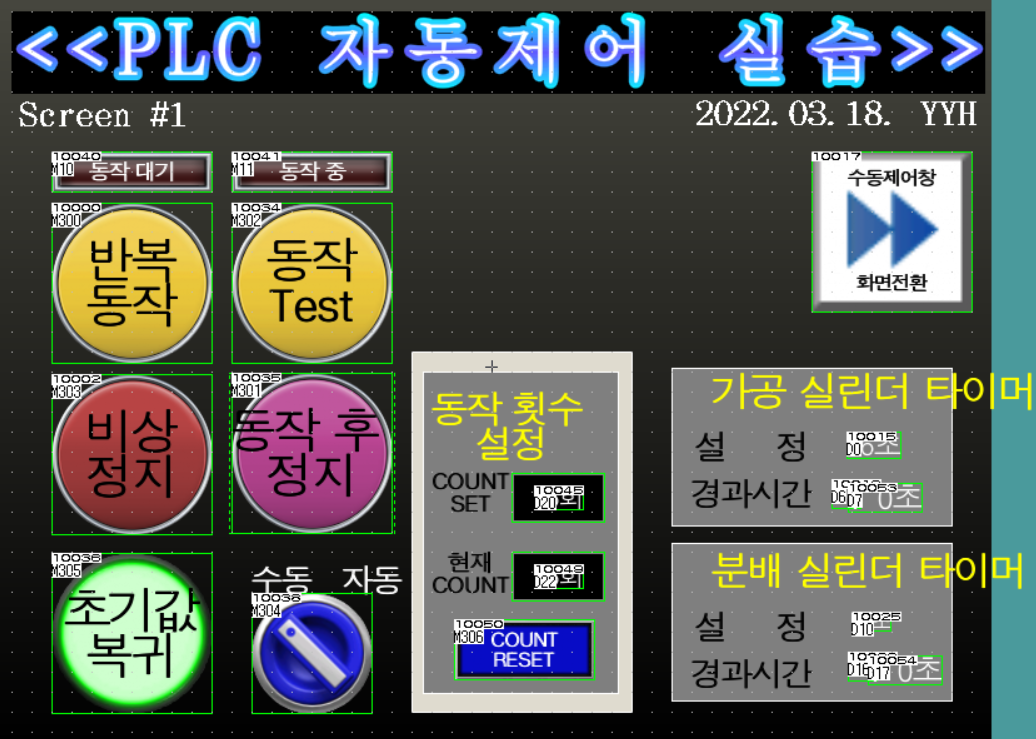

- 동작 횟수용 COUNT의 RESET은 추후 불필요한 버튼이라 판단 후 삭제
2. MPS 장비 PLC 제어 : 공급공정 (세부내용)
2-1. 초기 동작 제어 및 구성부
(1) 자동운전 / 수동운전 기능
- M304 내부메모리를 사용해서 해당 버튼을 Bit On- Off 스위치로 변경하여 Toggle Switch 형태로 설정
따라서 스위치 형태가 파일럿 제어가 아닌 메모리 제어 형태로 구성
- 출력부에는 M304를 B접점으로 사용하여 수동 제어용 스위치 메모리와 AND 형태로 구성
(2) 초기상태 확인 및 램프 점등
- 6Step에서 SM412(특수릴레이)를 사용해서 1초에 한번 점등하는 램프 구성
- 또는 첫 스텝은 A+(공급 실린더 전진)이 수행될때 '동작 중'이라는 램프 점등
(3) 반복 동작 / 1회 동작 구성
- 반복 동작(M300)은 첫 시작부에 배치해서 버튼을 눌렀을때 M0가 자기유지되어서 별도로 정지버튼을 누르거나 카운터횟수가 만료되지 않는 이상 계속 동작하도록 설계
- 1회 동작(M302)는 M1의 입력부에 배치해서 1Cycle만 동작하도록 설계
2-2. 공정별 타이머 추가
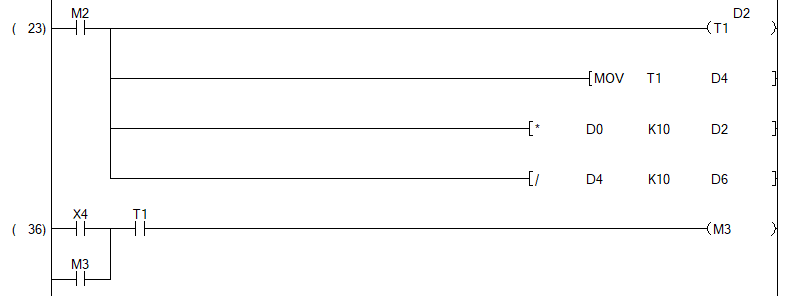
- 가공실린더 상승(B-) 동작하기 전의 동작(B+ 및 D+)을 일정시간동안 동작유지를 위해 타이머 추가
- PLC에서 타이머에 설정하는 값 1은 1초가 아닌 0.1초로 계산되고, 사용자는 타이머를 설정할때 1을 1초로 생각하고 설정하기 때문에 10곱하기 및 10나누기 연산을 사용해서 편의성 및 직관성 향상
<< 다른 설계 방법 >>
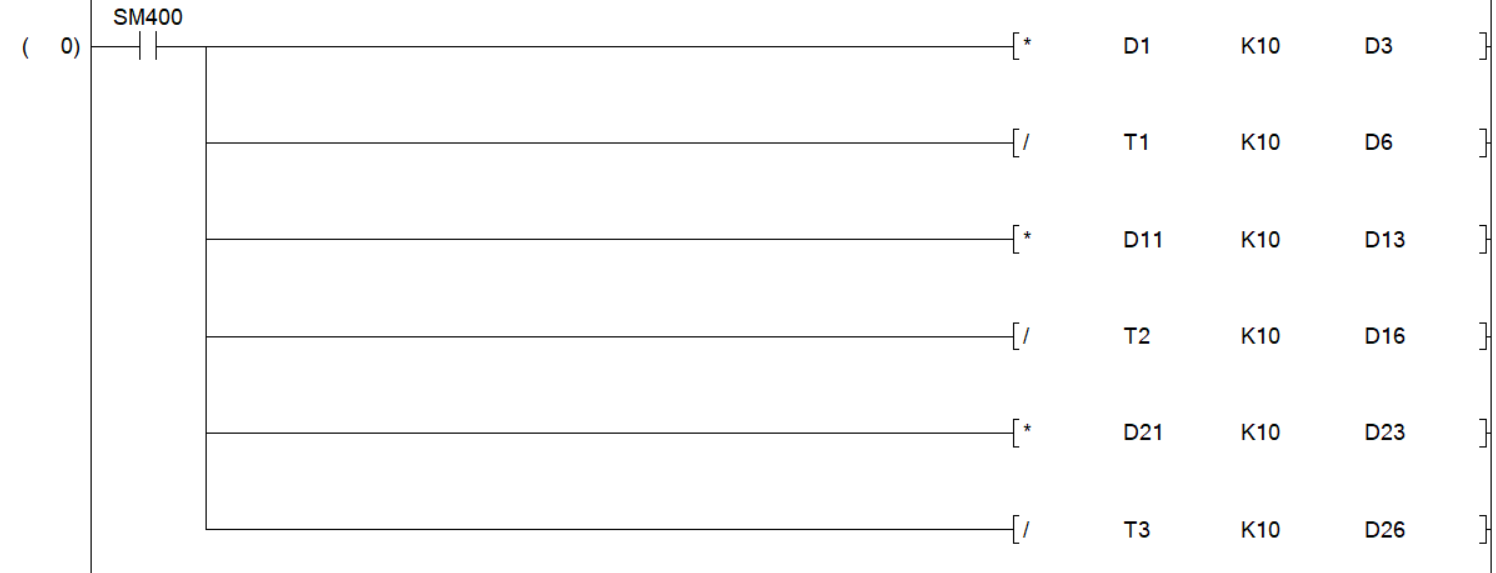
※ 타이머 뿐만 아니라 내부메모리를 사용할때는 어드레스값을 2씩 띄어서 설정해주는 습관을 가지는게 좋음. 곱하기 및 나누기 연산할때 몫과 나머지 각각 한개씩 총 2개의 어드레스(2워드)를 잡아먹기 때문에!!
2-3. 카운터 추가

- 카운터의 설정값을 저장하는 내부메모리(D20)에 사용자가 값을 넣을때 1보다 작은 값을 넣으면 1을 넣도록 설정
(0의 값으로 설정하면 버그(?)가 발생해서 무조건 1번은 동작하는 현상 방지)
- 카운터 리셋은 설정된 카운터값 도달 후 첫 상태로 돌아오면 자동으로 리셋되도록 설계
2-4. 원점복귀 스위치
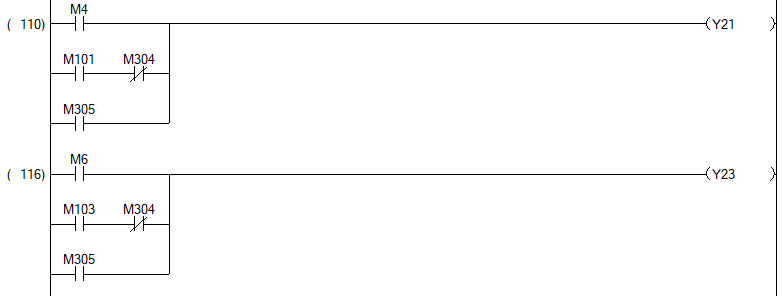
- 비상 정지를 수행하거나 갑작스런 오류로 인해 센서가 초기위치가 아닌 다른곳에 있을때 원점으로 복귀시키는 스위치 구성
- 초기상태로 돌아가기 위해 수행해야할 센서동작을 확인하고 해당센서가 동작하도록 출력부에 OR형태로 스위치(M305) 결선
- 가공 실린더(B)와 가공 드릴 모터(D)는 편솔 실린더로써 전원이 끊기면 자동으로 복귀되기 때문에 원점 복귀 스위치의 구성에선 생략




댓글