※ 주의사항 ※
본 블로그는 수업 내용을 바탕으로 제가 이해한 부분을 정리한 블로그입니다.
본 내용을 참고로만 보시고, 틀린 부분이 있다면 지적 부탁드립니다!
감사합니다😁
안녕하세요!!
오늘은 아래와 같은 내용을 확인해보겠습니다.
Analog Input Module
Analog to Digital Converter
Digital to Analog Converter
CC-Link
미쓰비스 PLC에는 Analog Input Module(Q64AD2DA)이 있습니다.
이는 아날로그 혹은 디지털 입력신호를 받아서 반대로 디지털 혹은 아날로그 출력 신호로 보내주는 모듈입니다.
이번시간에 이러한 모듈을 활용해서 간단한 실습을 해보았으며
약 2시간 정도는 미쓰비시 PLC의 CC(Control & Communication)-LINK에 대해 개념정도만 습득하였습니다.
1. Analog Input Module (Q64AD2DA)
1-1. 기본개념
- AD컨버터 : 전압 또는 전류의 아날로그 신호를 받아서 디지털 신호(0 또는 1)로 변환하여 준다.
- DA컨버터 : 디지털 신호를 받아서 전압 또는 전류의 아날로그 신호로 변환하여 준다.
※ 전압신호의 세기 : 0 ~ 5V 또는 1 ~ 5 V (주로 사용하는 범위) / 전류신호의 세기 : 0 ~ 20mA 또는 4 ~ 20mA
※ 실제 산업현장에서는 전류형 신호를 더 선호한다. WHY? 외부 노이즈에 더 강하기 때문에!!
- MELSECL PLC의 아날로그 입력 모듈(Q64AD2DA)은 12비트의 분해능을 가진다.
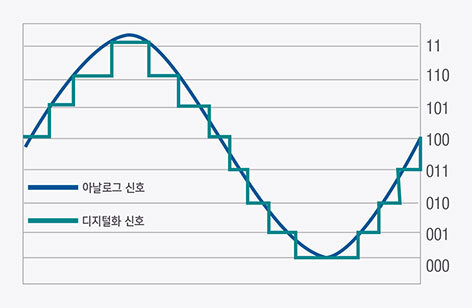
즉 분해능이 커지면 계단(Step)이 좀 더 촘촘해지며 아날로그 신호를 디지털 신호로 좀더 세밀하게 바꿀 수 있다.
- 분해능 계산 : R = FSR / 2^N (B = Bit 개수)
예를 들어 12비트(2^12) 분해능의 AD 컨버터에 아날로그 입력신호는 0~10V로 입력될때 분해능은
R = 10 / 2^12 = 10 / 4096 = 0.00244
1) Q64AD2DA 사양 (AD)
- 4채널 → 4개의 아날로그 입력신호를 받을 수 있다.
- Analog Input Range : 0~5V, 1 ~ 5V (0과 1의 차이는 Offset의 유무)
- Digital Output Value : 0 to 4000
- Maximum Resolution : 1.0mV / 1.25mV
(자세한 스펙은 매뉴얼 참고!!🤣)
※ Offset
- 아날로그 신호의 단선유무를 확인하기 위해 Offset을 사용
- 1V를 초기값으로 주고 단선이 되었을때는 0V가 출력되어서 단선여부 확인 가능
- 0V가 초기값일 경우에는 애초에 0V를 출력하고 있는지 아니면 단선되어 0V인지 확인 불가
1.2. Analog to Digital Converter 실습


1) 초기설정
- "GX WORKS2"(래더프로그램) 실행 →
- 좌측 메뉴창의 PLC Parameter 설정창 → I/O Assignment 탭 클릭 →
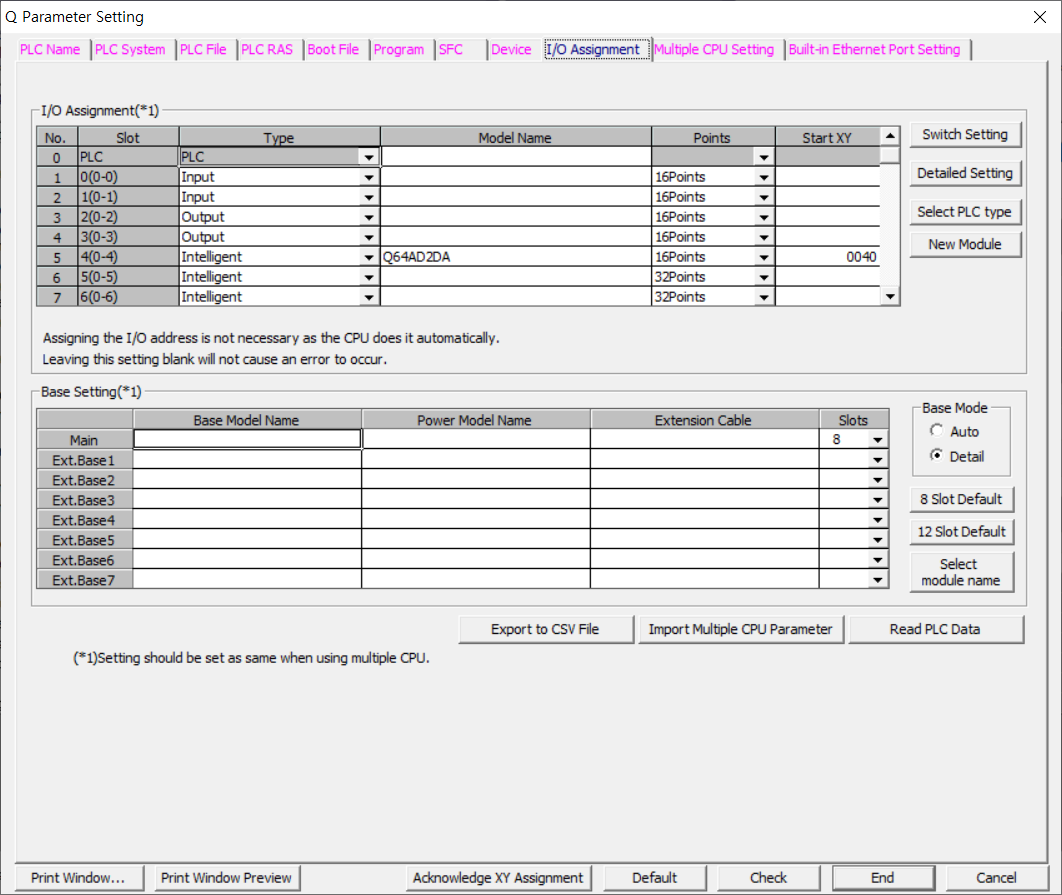
- Read PLC Data 클릭 → New Module 클릭 → Module Type 및 Name(Q64AD2DA) 선택 →

- 왼쪽 메뉴창에 Intelligent Funtion Module 생성 확인 → Switch Setting 클릭 → 채널별 Input 전압(전류) 범위 입력 →

- 좌측 메뉴창 PARAMETER(A/D CONVERTER)에서 사용하는 채널 ENABLE 설정 →
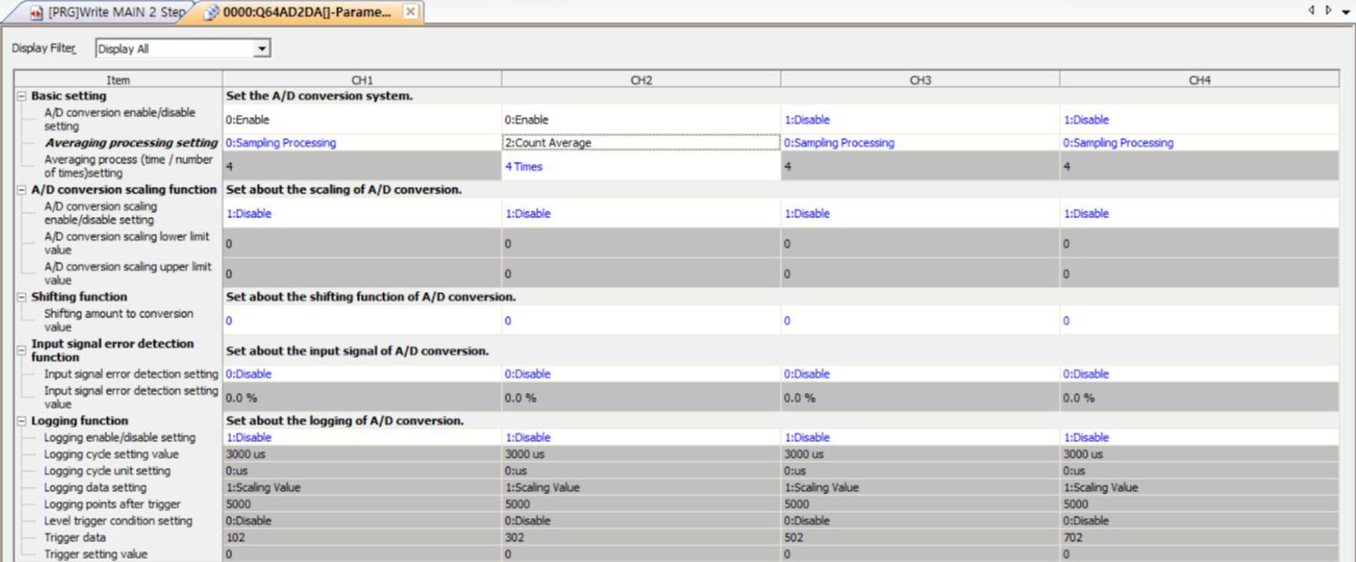
- 좌측 메뉴창 Auto_Refresh에서 채널 1,2의 데이터 레지스터 지정
2) 샘플 래더프로그램

- X40 : Intelligent의 시작 입력번호 (초기설정시 I/O Assignment 에서 확인 가능하다.)
- FLT 명령어 : 정수형을 부동소수점으로 변경
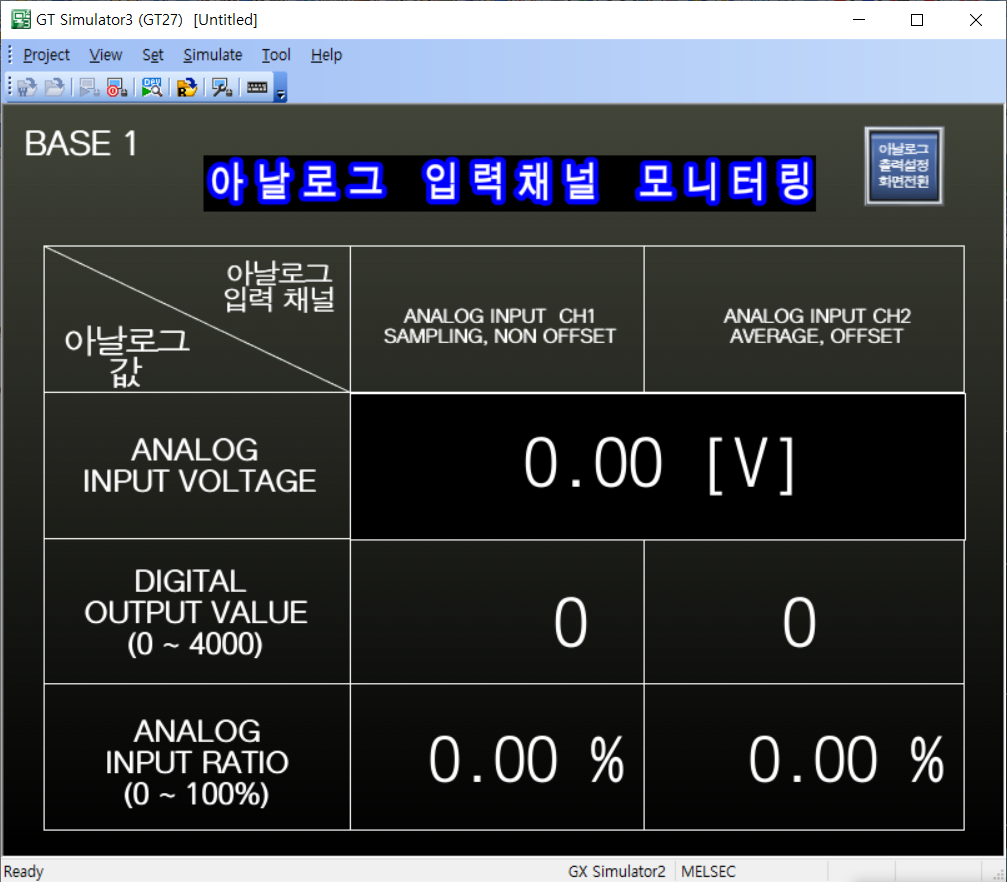
3) 터치패널 작화
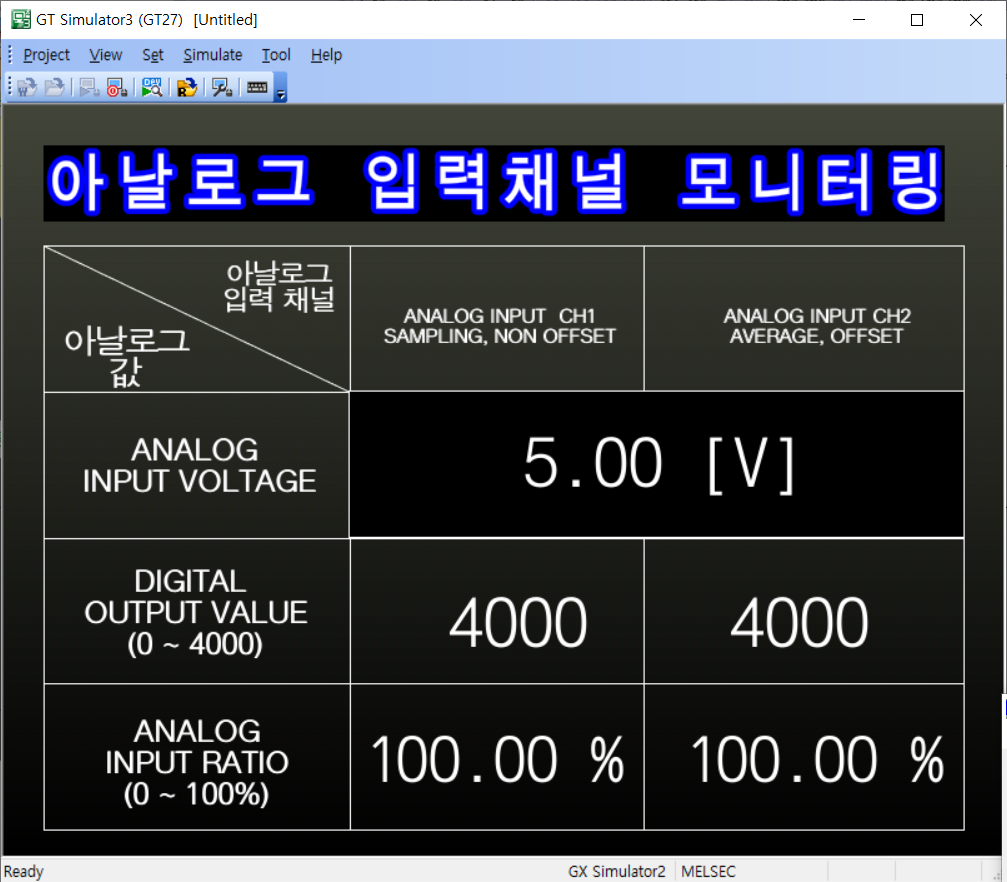

- 터치패널 사진을 보면 Offset의 유무에 따라 디지털 출력 신호값이 다름을 확인할 수 있다.
(왼쪽은 Offset이 없어 1V 입력전압일때 800, 오른쪽은 Offset이 있어서 입력전압이 1V일때 약 0에 수렴한다.)
1.3. Digital to Analog Converter 실습
1) 초기 설정
- 초기설정은 AD컨버터와 유사해서 생략(매뉴얼 참고 바람😀)
2) 래더프로그램

3) 터치패널 작화
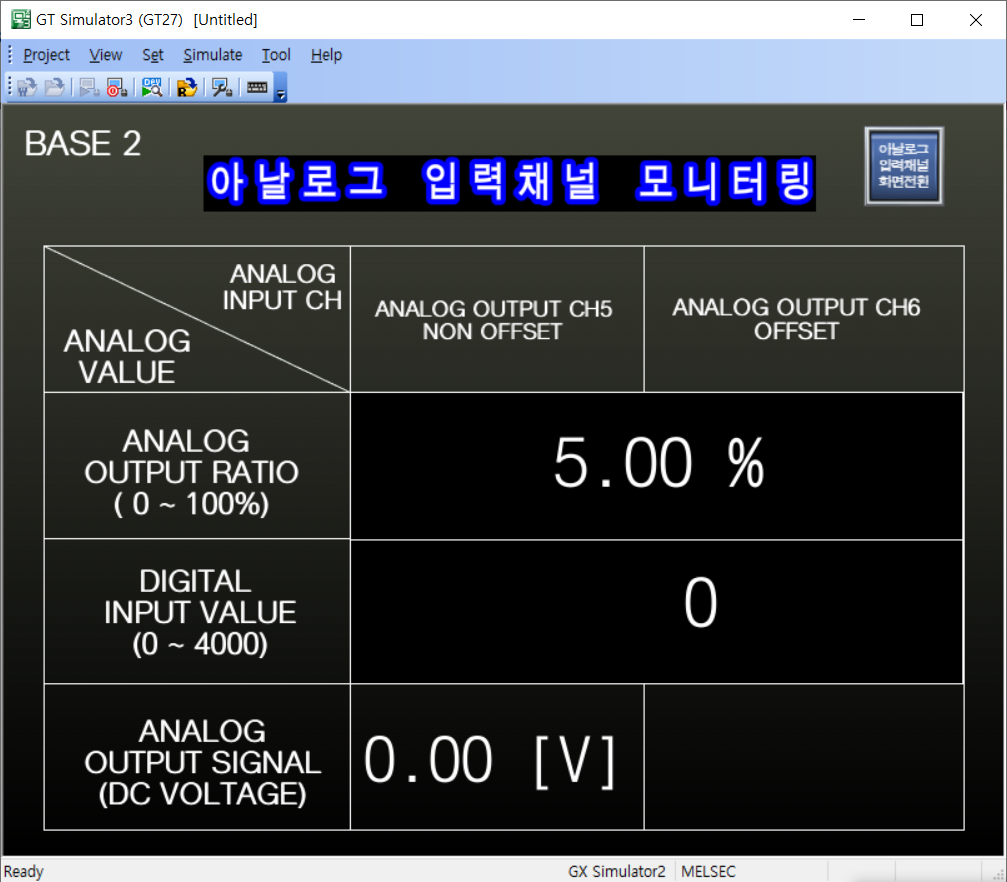
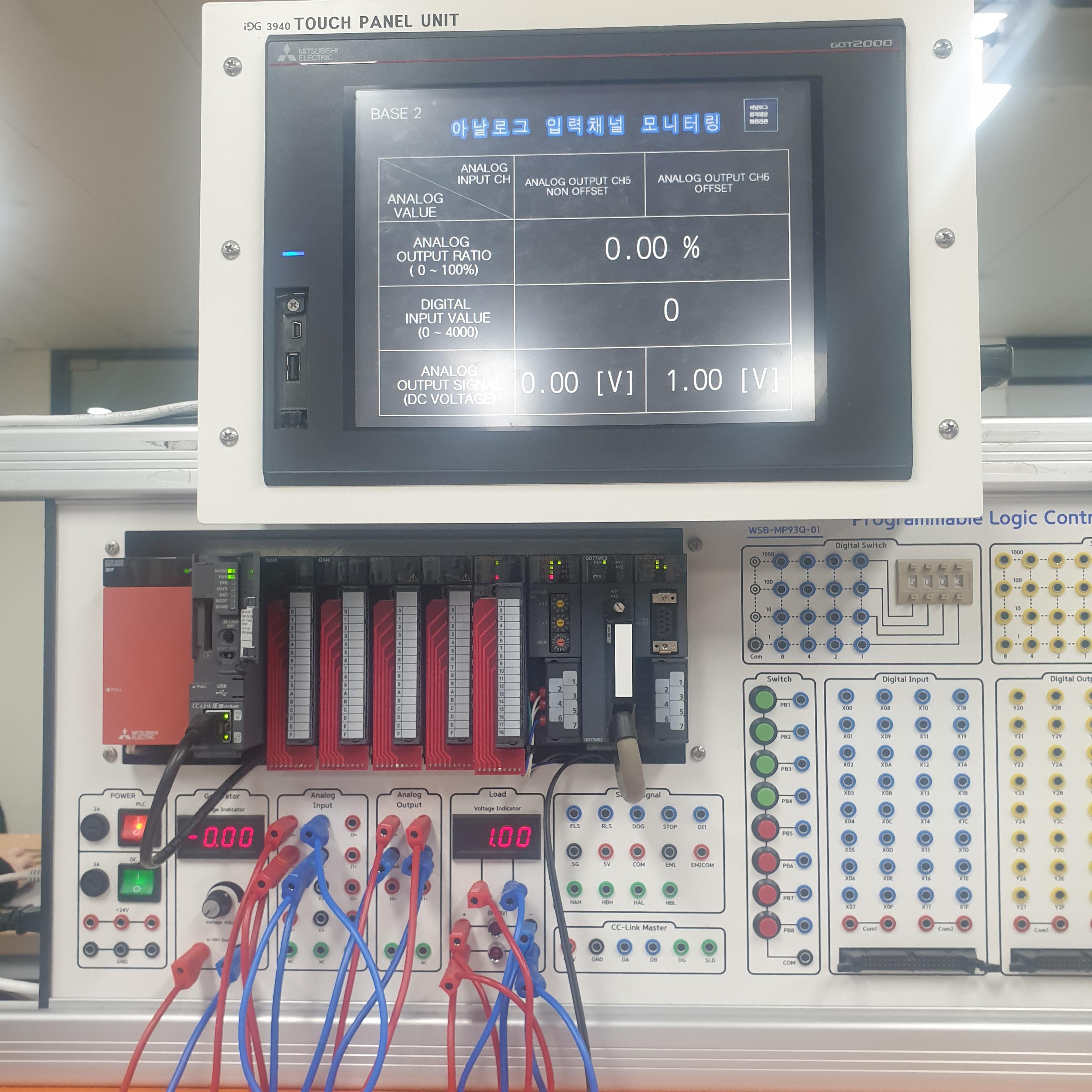
- 터치패널 사진을 보면 Offset이 적용되어 있어서 디지털 입력값이 0이여도 아날로그 출력신호가 1V인것을 확인할 수 있다.
- 스크린 투 스위치를 작화 우측 상단에 넣어서 AD컨버터용과 DA컨버터용 디스플레이를 다르게 만들었다.
미쓰비시사의 CC-LINK에 대해 간략하게 개념과 실습을 진행하였습니다.
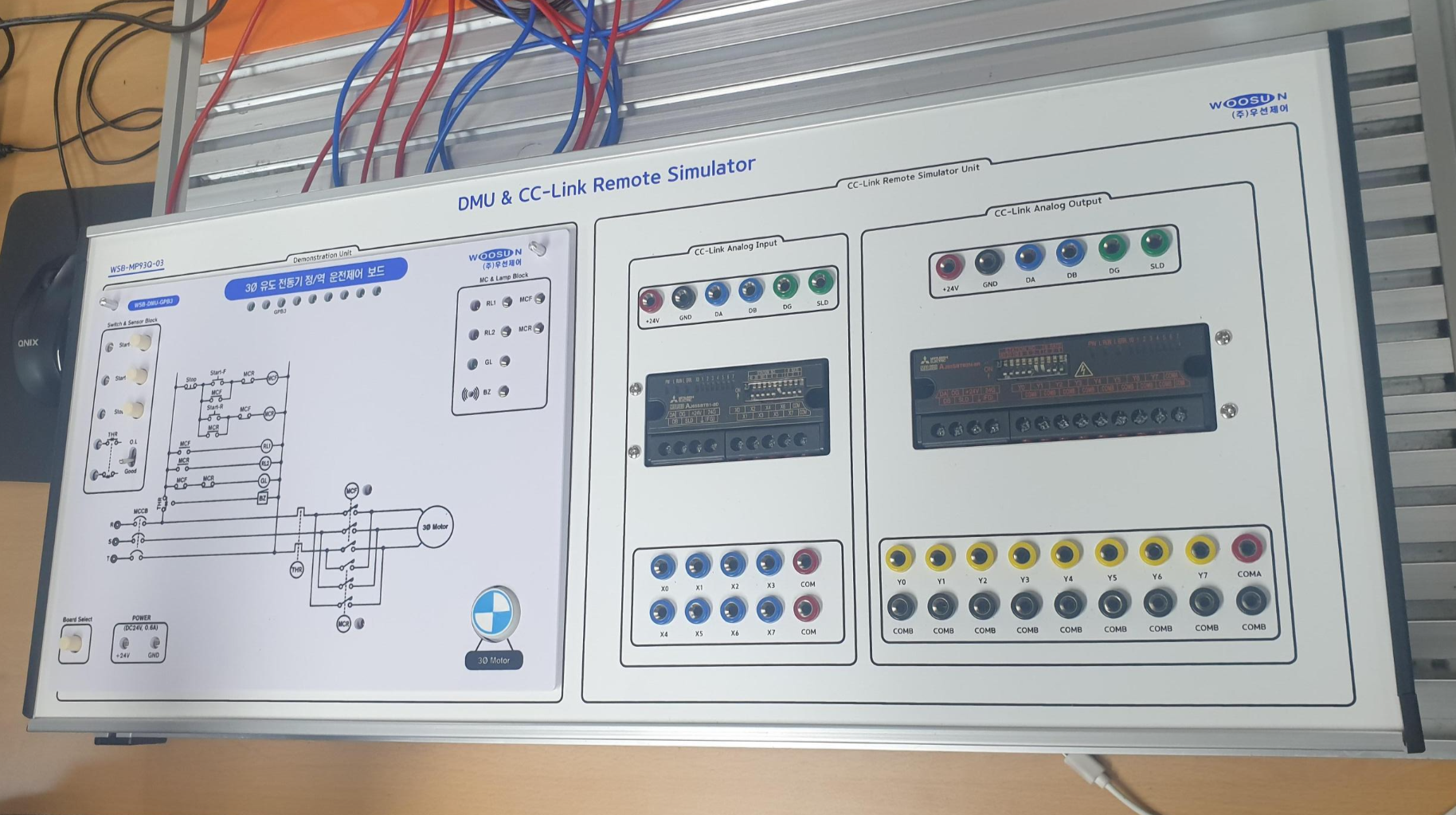
2. CC-Link (Control & Communication Link)
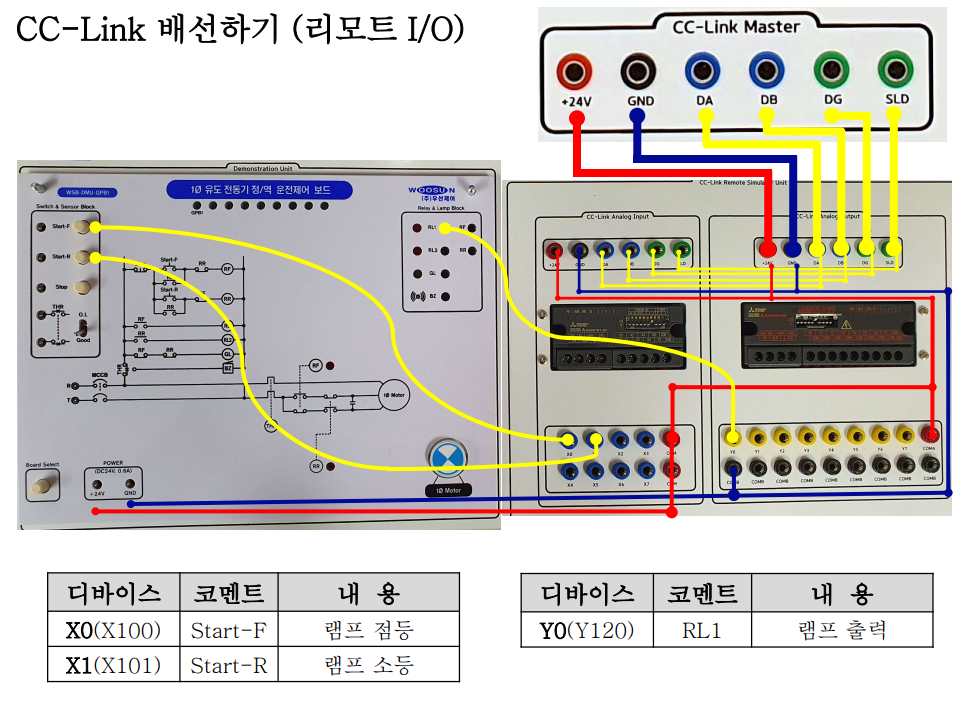
2-1. 결선

2-2. 기본개념

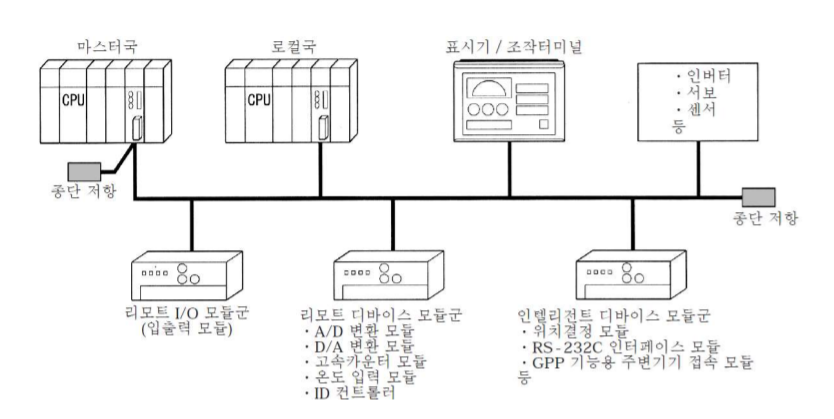
- 기본적으로 CC-LINK는 배선절감 및 공간절감을 목적으로 사용한다.
- 마스터국과 로컬국및 리모트국과의 결선을 통해 멀리 떨어져있는 PLC를 제어할 수 있다.
- 모든 로컬국과 리모트국은 CC-LINK 케이블의 물리적 결선과 국번의 개념을 통해 제어가 된다.
※ 국번은 서울에서 지방으로 전화할때 지방에 전화국을 세워서 지역번호(ex. 031, 054)를 통해 전화연결하는 개념으로 생각하면 됩니다!😀


- 입출력모듈 각각에 있는 작은 스위치로 국번과 전송속도를 설정하며 그 국번으로 통해 마스터국에서 제어를 한다.
- 마스터국 CC-LINK 모듈 전송속도와 CC-LINK 입출력 모듈의 전송속도를 통일시켜줘야 한다.
2-3. CC-LINK 기본 실습
1) 설정
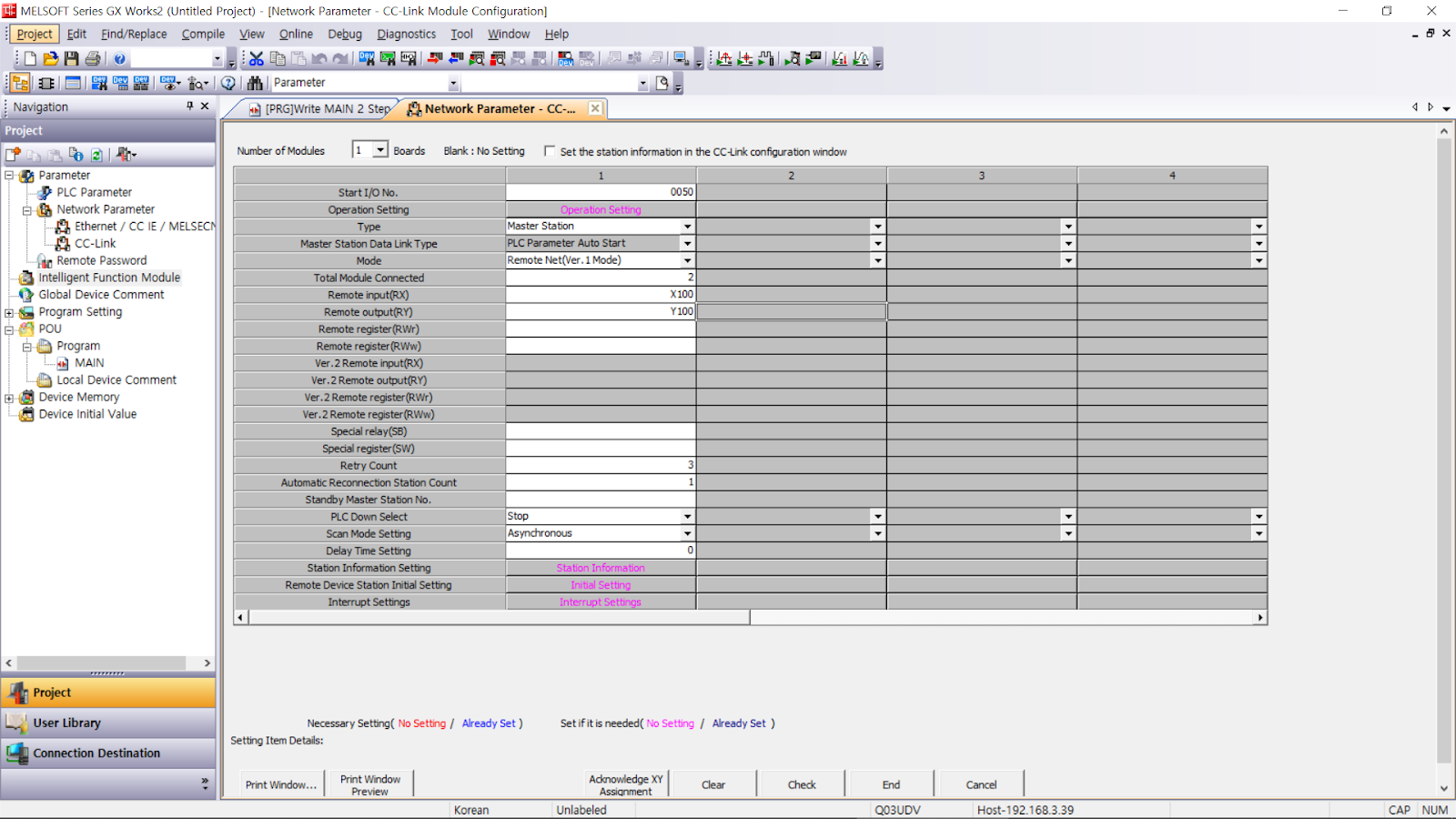
- 좌측 메뉴창의 CC-LINK에서 시작 I/O 번호, 전체 모듈 갯수, 입력 및 출력 시작 번호 설정
2) 래더프로그램

3) 응용 예제 래더프로그램 및 실습사진

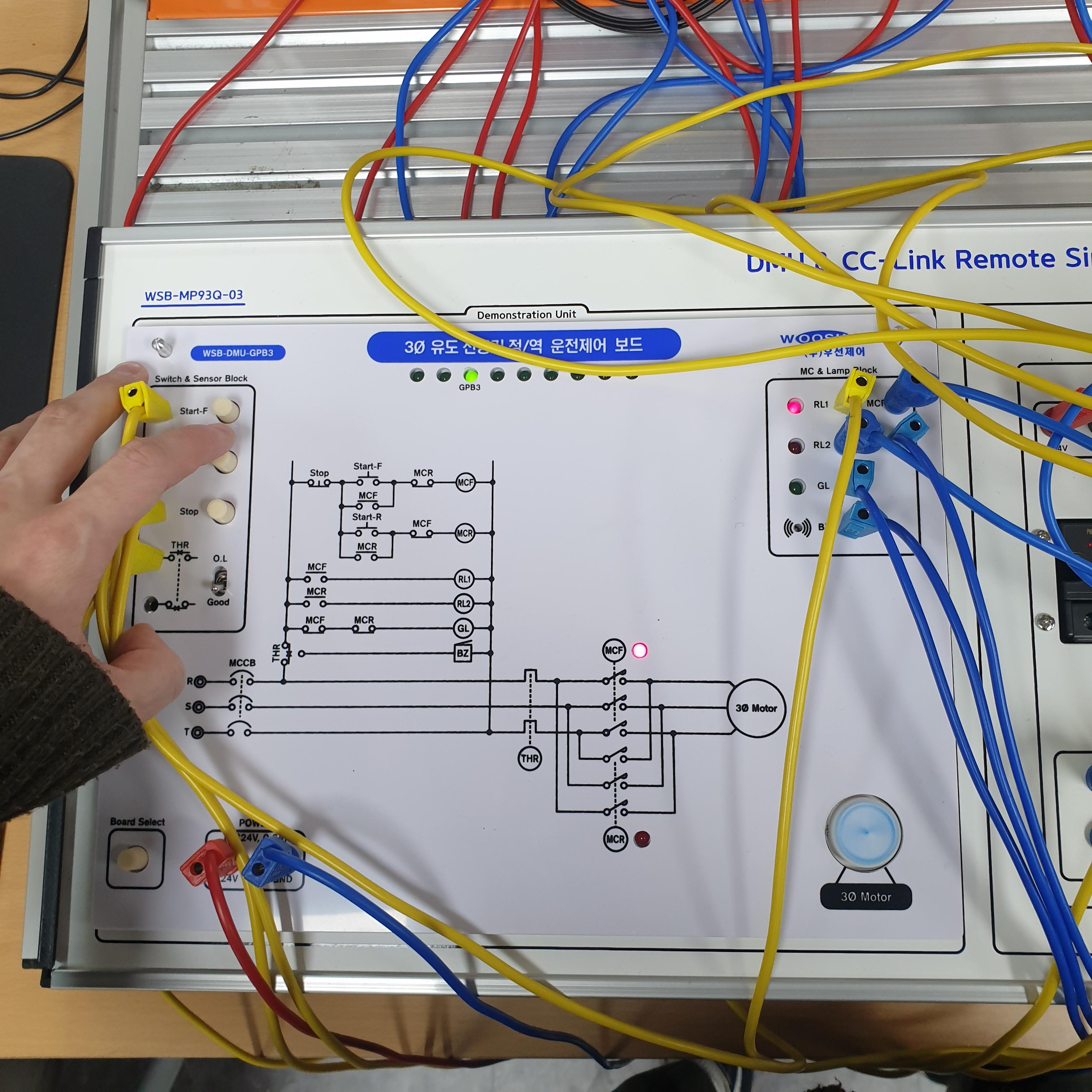
- 실행조건 :
THR이 O.L 되면 모터는 사용 불가능하고 Y122가 점등된다.
그리고 Y123(BZ)이 SM412에 의해 1초 주기로 울린다.
다시 THR이 GOOD이되면 Y123(부저)는 정지하고 모터 운전이 가능하다.
'대한상공회의소 스마트팩토리 교육 > PLC 프로그래밍' 카테고리의 다른 글
| [PLC 프로그래밍] 지멘스 PLC 구조화 프로그램 (0) | 2022.01.21 |
|---|---|
| [PLC 프로그래밍] 지멘스 PLC 기초 프로그램 (0) | 2022.01.20 |
| [PLC 프로그래밍] MITSUBISHI HMI(TouchPanel) 실습 (0) | 2022.01.18 |
| [PLC 프로그래밍] BIN / BCD 명령어 활용 PLC 래더프로그램 예제모음 (2) | 2022.01.17 |
| [PLC 프로그래밍] BIN / BCD 명령어 (0) | 2022.01.16 |




댓글